The New Vision of Die Casting According to IDRA
After giga presses, here comes LPF (Low Pressure Forging) technology: low pressure casting with final forging. Riccardo Ferrario, General Manager
of Idra, explains its advantages and potential
by Mario Conserva
The new technological proposal by Idra is called LPF, Low Pressure Forging, that is, casting with low pressure filling and final forging of the metal during the solidifying phase. It is easy to explain this concept, let us envisage the advantages in terms of productivity of pressure casting, then adding low pressure, which optimizes the die filling mechanisms, and hot stamping, a plastic transformation which reduces the metallurgical defects of casting: we thus obtain a forming process which is every designer’s dream, to obtain a high quality aluminium foundry casting, suitable for large series productions and economically competitive. There is always a long way to go from an idea to concrete facts, if it were easy we would not today consider revolutionary the patent and the creation of the first LPF machine with 600 tons of clamping force, results obtained after two and a half years of trials by Idra in partnership with Costamp Group. Imagining a complex cycle of heat and mechanical treatments capable of providing an aluminium casting with the same mechanical properties of a heat machined semi-finished product seemed to be just theory, but the experimental 600-ton LPF machine has been functioning for a couple of years in the Costamp Group plant in Sirone (near Lecco), working in full swing to optimize the process and to open a solid future for the new technology. We talked to Riccardo Ferrario, General Manager of Idra, about how this innovation can deeply affect the concept of aluminium die casting and the new results reached in the metallurgical quality of the castings, compared to all the traditional metallurgical processes.
“We focused strongly on the analysis and knowledge of the final phases of transformation of the die casting, introducing a particular stage of heat stamping at the end of the cycle; this procedure makes the heated item more compact, thereby eliminating porosity completely and creating a fine and uniform metallurgical microstructure. The item obtained, closer to the final design as in the case of die castings or aluminium extrusions, has excellent properties in terms of mechanical strength, tenacity and plasticity.
With a 600-ton prototype machine installed at Costamp Group, our exclusive partner in the LPF operation, we obtained, for instance, castings in alloy A 356 with breaking load tensile properties around 300 MPa on average and 10% ultimate elongation, even though process conditions were not optimized yet. We tested other types of foundry aluminium alloys, with different silicon contents and other alloy elements (such as, copper and magnesium), which may be tempered and subject to heat treatments, and in all cases the excellent results in terms of resistance and ductility properties were confirmed. The values obtained of course find a match in the metallographic properties detected in the various sections of the item, while the granulometry and the degree of dispersion of silicon particles observed in the microstructure also prove the compactness and absolute integrity of the item (Figure 1), the level of porosity obtained is very low (grade 1) while as an extremely relevant detail I would like to underline that the cycle time is on average about 10 seconds, at least 60% less with respect to customary alternative techniques such as low pressure casting”.
From a technical point of view, how can we describe in a brief summary the LPF technology?
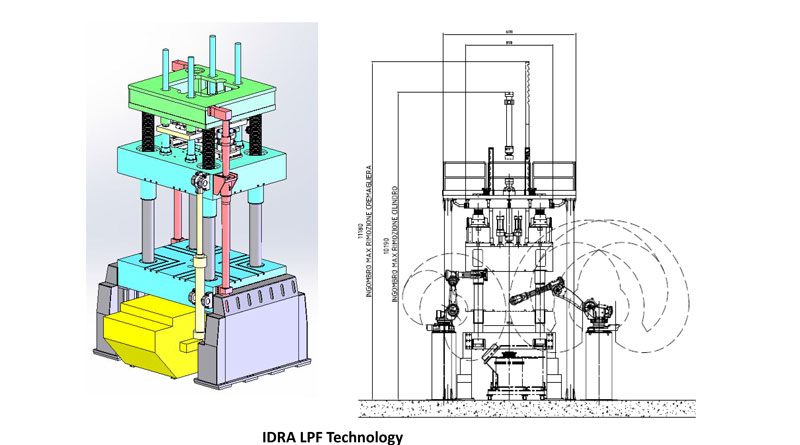
Very briefly, I would like to outline that the LPF process uses a vertical press with hydraulic clamping, while the die is filled using a vertical rising ceramic pipe; the cooling of the pressurized die is obtained using a high-efficiency, 12-circuit system with single control and proportional check valves. The machine is equipped with a deep vacuum system, the increase in the final pressure after filling occurs directly in the die cavity to minimize shrinkage porosity and reduce cycle time. The furnace has a double basin to optimize metal cleanliness and allow metal filling during production without the need to depressurize the furnace. The process control system includes all production parameters with a graphic interface.
The clamping force required for LPF is about 60% of the force needed with traditional HPDC to produce a casting with the same surface area. This means that if a cast requires in normal die casting the use of a 2300-ton machine, with the LPF technology a 1440-ton machine may be used. This is possible because in the LPF process pressure is applied during the solidification interval and therefore in the semi solid stage. Without going into further technical details, I would just like to recall how we focused mostly on specific key phases of the process, such as the filling of the measuring furnace to obtain a laminar flow with a low oxide content, and the special shape of the shutter which closes he feeding canal”.
It seems to follow clearly from these precise descriptions that aluminium foundry casting could open up to new products and new markets y means of LPF machines.
“The short history of the young light metal and its alloys is made up of imagination, creativity and therefore ground-breaking innovations, in this specific case comparison with other competing techniques allows us to understand that the mixed LPF technology represents a new important quality leap, creating synergy between pressure casting and heat forging.
After more than two years of trials together with Costamp Group we are sure that we are facing an environmentally compatible and sustainable production technology, which can produce light alloy castings with important quality requirements, lower weight and equal performance, thus saving on the number of machines, cycle times, labour and energy consumption. Results obtained pave the way for structural applications in the automotive, transportation, mechanics and construction industry, basically for uses which require high quality mechanical properties. We analysed in detail the case of aluminium wheels, using a die manufactured by Costamp Group to produce on a small scale a wheel rim, 19 inches in diameter; x-ray exams (figure 4) and typical values detected (figure 5), show the interesting superiority of the LPF machine with respect to traditional techniques, and this datum allows us to understand the measure of the innovative value of the process. We are certain that the development of the LPF technique will help our clients in creating greater added value for their products”.
What are the developments in the short term?
“We are carrying on at full speed on all fronts, developing test and small lot productions, completing and enriching our already large database so as to support end users in an approach to a brand new technology which we consider may offer even more and better results in terms of quality and competitiveness. Costamp Group already ordered the first LPF 2000 t machine, which will be equipped with the peripherals by our Foundry Star Alliance partners and delivered next summer, This will allow Costamp Group to be on the market as a manufacturer of innovative LPF components, but even of minimum lots and sample castings for Idra clients, providing the opportunity of validating products before investing in new LPF presses, thereby eliminating all risks tied to the investments”.