Più efficienza per le lavorazioni laser
Le prestazioni di precisione e le soluzioni di posizionamento multi-asse per le lavorazioni laser dipendono dalla meccanica, dal tipo di azionamento selezionato, ma anche dal rispettivo controllore. A esempio, per ottenere una qualità costante durante la fase di taglio laser, l’intensità dello stesso e la velocità dei componenti mobili devono essere perfettamente combinati tra loro per poter tagliare il più uniformemente possibile e nel minor tempo. In combinazione con controllori ad alte prestazioni e algoritmi intelligenti, i sistemi di posizionamento di precisione soddisfano oggi i requisiti che consentono alle macchine per lavorazioni laser di ottenere un’elevata precisione e, allo stesso tempo, un volume di produzione elevato.
di Doris Knauer
Un sistema che fornisce qualità della lavorazione, indipendentemente dalla forma del profilo, è una caratteristica importante per chi utilizza il laser. Tuttavia, ciò non può essere sempre garantito, come nel caso di attività più impegnative quali la marcatura laser, il taglio, la saldatura e l’incisione, soprattutto se allo stesso tempo è richiesto un elevato volume di produzione.
Molti sistemi di elaborazione laser si basano sul controllo del movimento, che posiziona il laser mentre è in funzione con una potenza costante e una frequenza di ripetizione degli impulsi. In questo caso, la qualità del taglio dipende dal profilo di moto. Per esempio, quando si taglia un bordo potrebbe essere necessario ridurre la velocità del laser rispetto al pezzo in lavorazione per evitare accelerazioni troppo elevate durante i cambi di direzione.
Il processo richiede quindi più tempo e il volume di produzione tende perciò a diminuire. Vi sono inoltre ulteriori svantaggi: la profondità e la larghezza del profilo di taglio cambiano e di conseguenza ne risente anche la qualità della lavorazione. La sincronizzazione della frequenza di ripetizione degli impulsi e dell’intensità del laser con il movimento è una soluzione molto più pratica, che richiede al contempo maggiori requisiti per il controllore e il sistema di posizionamento (Figura 1).
Controllo innovativo per lavorazioni laser di bordi, archi e circonferenze
PI (Physik Instrumente), in qualità di fornitore di sistemi di posizionamento di precisione e tecnologia di controllo, ha accettato questa sfida. Insieme all’azienda produttrice di controllori “ACS Motion Control”, PI è ora in grado di fornire soluzioni complete per il mercato dei laser che consentono velocità, alta qualità e alta produttività. I controllori ACS sono capaci di un controllare i sistemi di posizionamento ad alta precisione così come il laser, in funzione della posizione e della velocità, oltre che al controllo analogico. Di conseguenza, il movimento e gli impulsi laser possono essere combinati tra loro con un’alta ripetibilità per operazioni di taglio, su traiettorie circolari o anche più complesse. La costanza del fascio laser lungo un percorso e il suo controllo della potenza determinano la qualità della linea di taglio. Un algoritmo ottimizzato nel controllore sincronizza il movimento del pezzo con gli impulsi laser in modo che la dimensione dell’impulso e lo spazio tra i punti adiacenti rimangano coerenti anche durante il taglio di elementi come archi (Figura 2) e cerchi. L’algoritmo evita imprecisioni causate da possibili oscillazioni quando vengono percorse traiettorie non rettilinee. Pertanto, il taglio non dipende più dai parametri di movimento.
Sistemi di posizionamento di precisione per diverse applicazioni
I meccanismi utilizzati nei sistemi di posizionamento per lavorazioni laser devono essere progettati con una larghezza di banda elevata in modo che reagiscano ai comandi del controllore con un ritardo minimo. Dovrebbero essere progettati per un’elevata accelerazione e ripetibilità, in aggiunta alla bassa dilatazione termica e un’elevata produttività. Physik Instrumente, produttore di diverse soluzione per la movimentazione, può fornire la propria esperienza per le diverse esigenze delle applicazioni laser: i sistemi gantry (Figura 3) per esempio, essendo caratterizzati da un’elevata rigidità ma al contempo da una piattaforma di movimento leggera, offrono un’elevata produttività con bassi livelli di risonanza. La gestione ottimizzata di cavi e dei servizi consente inoltre l’aggiunta di un asse verticale, sensori di messa a fuoco automatica e testa laser. Tale design consente di avere il pezzo fermo e spostare verticalmente la testa e l’ottica del laser. La preferenza di PI per l’uso di encoder assoluti evita la calibrazione all’avvio (homing), facilitando l’inizializzazione del sistema.
Il modello A-311 a basso profilo (Figura 4), è una piattaforma X-Y basata su cuscinetti d’aria che vanta un’elevata planarità su un campo di spostamento di 200 × 200 mm, con una ripetibilità di ±0,05 μm. Il suo design compatto offre agli utenti un ottimo utilizzo dello spazio nella progettazione della macchina. È guidata da un motore lineare ironless che consente un’elevata accelerazione e velocità con movimenti molto fluidi.
Un altro sistema anch’esso adatto al taglio laser, è la tavola integrata X-Y ad alta precisione V-731 (Figura 5). La ripetibilità unidirezionale è pari a 0,1 μm e il minimo incremento di movimento è pari a 0,02 μm. I motori lineari trifase fanno a meno dei componenti meccanici per la trasmissione e trasferiscono la forza motrice direttamente alla piattaforma di movimento senza alcun attrito. Ciò significa che sono possibili elevate velocità. In caso siano richieste alte accelerazioni, alte velocità o carichi fino a 1.000 N, PI offre inoltre una nuova serie di assi lineari per carichi elevati, che possono anche essere facilmente montati in configurazioni X-Y (Figura 6).
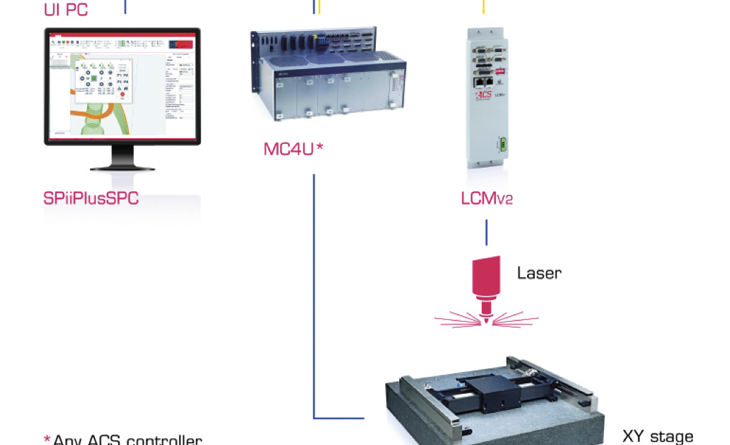
Moduli di controllo laser EtherCAT
Risultati eccellenti sono stati ottenuti nella microlavorazione laser mediante il controllore appositamente sviluppato da ACS per questo campo di applicazione. Questo permette infatti il controllo diretto della sorgente laser al fine di aumentare la precisione e la produttività. Il modulo slave EtherCAT® della serie LCMv2 offre un’ampia gamma di funzioni, tra cui la modulazione digitale degli impulsi per il controllo dinamico della potenza, gli impulsi di uscita o i segnali di gating (on/off) sincronizzati con posizioni lungo traiettorie 2D-6D o zone operative programmabili. Inoltre è possibile controllare praticamente qualsiasi laser tramite interfacce elettriche universali. Oltre all’uscita del segnale laser ad alta velocità, il modulo è dotato di uno speciale sistema di blocco di sicurezza, un ingresso di errore e un’uscita di abilitazione. Sono disponibili anche otto I/O digitali per funzioni specifiche del laser.
Soluzioni di Movimentazione per Lavorazioni Laser
Le soluzioni sopra citate composte da sistemi di posizionamento, controllori e moduli laser sono già state selezionate dalle migliori aziende di integrazione laser, dagli utenti finali e dagli istituti di ricerca. Quando si effettuano tagli lungo traiettorie complesse, PI ha dimostrato che un sistema di movimentazione ad alte prestazioni, in cui il movimento e gli impulsi laser sono sincronizzati, può portare a risultati di alta qualità.
QUALIFICA AUTORE
Doris Knauer, specialist editor at PI (Physik Instrumente)