Selective Laser Melting di componenti in rame puro per applicazioni ad alta conducibilità termica ed elettrica
Il rame puro, finora, è risultato uno dei metalli di più difficile lavorazione con il processo di Selective Laser Melting. Una nuova risposta a questo complicato quesito tecnologico, però, giunge oggi da AddMe Lab. del Dipartimento di Meccanica del Politecnico di Milano nell’ambito del progetto regionale MADE4LO, aprendo la strada verso la produzione di componenti ad alte prestazioni in rame puro attraverso il SLM.
di M. Colopi, L. Caprio, A. G. Demir, B. Previtali
Negli ultimi anni i processi di Additive Manufacturing stanno conquistando a grandi passi numerosi settori dell’industria. Questo grazie alla loro capacità di andare oltre i limiti delle tecnologie convenzionali rispondendo alla costante necessità di processi in grado di costruire componenti sempre più avanzati e performanti. È proprio l’estrema flessibilità la vera rivoluzione alla base del successo di queste nuove tecnologie, le quali stanno ridefinendo il concetto stesso di progettazione di un componente. Svincolandola dalle limitazioni tecnologiche imposte dai processi sottrattivi, le tecnologie additive permettono di focalizzare la fase di design del componente sull’ottimizzazione delle sue prestazioni nell’applicazione finale. A tal proposito, emblematico è il caso del rame puro nelle applicazioni industriali basate sullo scambio termico e/o elettrico: in tali applicazioni, l’adozione di tecnologie additive come il Selective Laser Melting, potenzialmente garantirebbe un significativo incremento dell’efficienza dei componenti finali, ma al contempo, sino a oggi, il rame puro è risultato uno dei metalli di più difficile lavorazione con questo processo. Una nuova risposta a questo complicato quesito tecnologico, però, giunge oggi da AddMe Lab. del Dipartimento di Meccanica del Politecnico di Milano [1] nell’ambito del progetto regionale MADE4LO [2], aprendo la strada verso la produzione di componenti ad alte prestazioni in rame puro attraverso il Selective Laser Melting.
Perché l’SLM di rame puro?
In numerose applicazioni industriali, in settori quali l’automotive, l’aerospace, ma anche la produzione di potenza e l’elettronica, le performance in termini di efficienza nel trasferimento di energia termica o elettrica dipendono tanto dalle proprietà del materiale impiegato, quanto dalle forme scelte nella progettazione del componente stesso. Per questo tipo di applicazioni il materiale di riferimento è il rame puro grazie alle sue proprietà chimico-fisiche caratterizzate da un’elevata conducibilità sia termica che elettrica. Pertanto, al fine di spingere le prestazioni di questo tipo di componenti ai massimi livelli, occorre un processo come il Selective Laser Melting, il quale è in grado di conciliare la creazione di geometrie complesse, concepite per massimizzare l’efficienza dello scambio energetico, con elevate precisione e risoluzione di tipo dimensionale.
Nel Selective Laser Melting un fascio laser è utilizzato come sorgente termica concentrata per fondere localmente uno strato di polvere metallica e costruire il componente desiderato layer dopo layer. Il processo parte dalla modellazione digitale del prodotto finale, il modello prodotto viene poi convertito in una sequenza di sezioni sovrapposte di spessore definito e ogni sezione costituirà la traiettoria da scansionare con il laser sul corrispondente layer di polvere. La costruzione vera e propria del componente parte da un substrato su cui è steso uniformemente il primo layer di polvere, in seguito un fascio laser è focalizzato sullo strato di polvere e mosso nel piano per mezzo di una testa scanner riproducendo la traiettoria corrispondente alla prima sezione del modello. La polvere metallica micrometrica, localmente esposta alla radiazione laser, fonde e risolidifica rapidamente così da creare un cordone continuo con una parziale rifusione del materiale sottostante (in questo caso il substrato). Terminata la scansione, l’intero piano di lavoro trasla in basso di una distanza corrispondente allo spessore di un layer e un nuovo strato di polvere viene steso per poter essere scansionato creando la sezione successiva del modello. Grazie all’impiego del laser e alla sua precisione, l’SLM si configura come uno strumento efficiente per creare feature di piccole dimensioni, quali potrebbero essere delle alettature, e canali ad asse non lineare e con sezione complessa per sistemi di raffreddamento più efficienti. Sebbene risultino evidenti le sue potenzialità, nell’attuale stato dell’arte l’impiego del Selective Laser Melting nella lavorazione di rame puro risulta quasi del tutto inesplorato. I pochi esempi di dimostratori creati con SLM provengono da Princeton Plasma Physics Laboratories [3], NASA [4], Daihen [5], Fraunhofer Institute for Laser Technology [6] e 3T-RPD [7] e sono prodotti nella maggior parte dei casi impiegando leghe di rame e non rame puro. Con quest’ultime, grazie alla presenza di altri elementi di lega, il processo risulta molto più stabile, ma al contempo tali leghe hanno conducibilità termiche ed elettriche più basse rispetto al metallo puro. Questo trend, inoltre, è confermato anche nell’odierno panorama industriale, dove la maggioranza dei produttori di sistemi SLM annovera tra i metalli a catalogo solo leghe del rame e non rame puro.
Difficoltà di processo nelle lavorazioni laser del rame puro
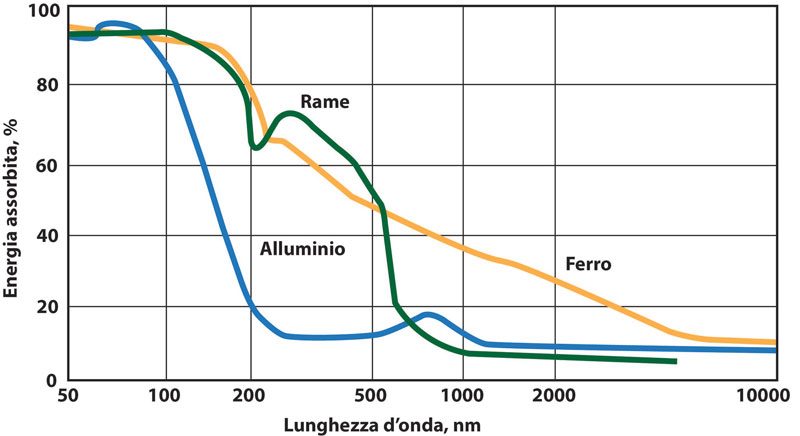
La limitata esplorazione del SLM di rame puro è una diretta conseguenza delle proprietà che rendono questo metallo così appetibile per le applicazioni di scambio termico. A tal proposito, infatti, provare a concentrare localmente una quantità di energia termica sufficiente a raggiungere una fusione continua e stabile su una polvere metallica così dissipativa può apparire una contraddizione. Parallelamente a ciò, la costruzione di componenti in rame puro via SLM è ulteriormente complicata dalle proprietà ottiche di questo metallo. Come mostrato in Figura 1, il rame puro ha un assorbimento della radiazione incidente intorno al 2-3% alle lunghezze intorno a 1 µm, le quali sono quelle generalmente impiegate negli attuali sistemi SLM, che fanno uso di sorgenti in fibra attiva. Conseguentemente risulta molto difficoltoso creare una pozza fusa stabile e continua nel letto di polvere perché la maggior parte dell’energia contenuta nel fascio laser ad un micron viene riflessa via e potrebbe danneggiare anche la sorgente stessa. Una possibile alternativa sarebbe l’impiego di laser nel visibile [9 – 14] alle cui lunghezze d’onda il rame presenterebbe un assorbimento molto più elevato. Tali applicazioni risultano, però, a oggi solo a livello di ricerca e ancora allo stato embrionale. Infatti, le attuali sorgenti laser nel visibile commercialmente disponibili non hanno livelli di potenza sufficienti per il processo SLM o, come nel caso delle sorgenti a diodo, producono un laser con un’eccessiva divergenza riducendo la precisione e la risoluzione del processo. La presenza di perdite energetiche così significative sia dal punto di vista ottico che termico riduce la densità energetica effettivamente a disposizione della lavorazione e ciò, nel processo SLM, si riflette direttamente sulla morfologia e l’integrità dei prodotti finali [15 – 17]. L’incidenza di tali effetti è direttamente collegata all’assorbimento dell’input energetico fornito dal laser nel punto di fuoco e convertito in energia termica la quale si propaga nella polvere circostante. In questa interazione, l’eccellente conducibilità termica del rame puro, in combinazione con la sua tensione superficiale, può facilmente indurre instabilità di Plateau-Rayleigh nel metallo fuso generato dal laser in movimento [18 – 20]. Tali instabilità portano il rame liquido in fase di raffreddamento a non formare un cordone continuo in grado di costruire la sezione desiderata, ma a contrarsi in porzioni sferoidali separate che ostacolano anche l’uniformità dei layer successivi. In questo scenario, un ruolo fondamentale è espresso dal substrato metallico utilizzato per la deposizione dei primi layer del processo costruttivo [21, 22]: generalmente nel SLM viene impiegato un substrato solido dello stesso materiale di cui è composta la polvere al fine di avere la massima compatibilità chimica possibile. D’altro canto, una piastra spessa di rame puro può risultare deleteria essendo un solido continuo e, quindi, con una conducibilità termica superiore rispetto alla relativa polvere. Questo comporta che durante i primi layer, il substrato in rame, tenda a sottrarre energia termica dall’intorno della pozza fusa aumentando ulteriormente le perdite e compromettendo la stabilità stessa del processo. Come diretta conseguenza dell’insieme di tutte queste specificità, risulta molto difficoltoso ottenere prodotti altamente densi in rame puro via SLM.
Una piattaforma prototipale aperta per la sperimentazione SLM di rame puro
Una soluzione per gestire le difficoltà connaturate all’interazione laser-rame puro e incrementare la qualità dei manufatti prodotti via SLM in questo metallo, oggi, giunge dall’AddMe Lab. del Dipartimento di Meccanica del Politecnico di Milano nell’ambito del progetto regionale MADE4LO, il cui obbiettivo è proprio investigare i limiti e le nuove prospettive della tecnologia SLM. Attualmente qui sono state prodotte piccole parti con densità relativa anche oltre il 99% impiegando una polvere di rame puro al 99.9% (Figura 2), un sistema prototipale chiamato Powderful 2.0 ed una sorgente laser in fibra da 1 kW singolo modo prodotta da nLIGHT. La scelta di adottare una sorgente laser da 1 kW (potenza superiore agli standard delle sorgenti impiegate negli attuali sistemi SLM) per la lavorazione del rame puro permette di introdurre nel letto di polvere una quantità di energia sufficiente a compensare le elevate perdite energetiche. Inoltre, la sorgente adottata è in grado resistere alla luce contro-riflessa nella catena ottica durante la lavorazione di un metallo così riflettente. Le caratteristiche del sistema Powderful 2.0 sono riportate nella Tabella 1. Il prototipo auto-costruito dall’ AddMe Lab. (Figura 3) funge da piattaforma aperta per il test di nuove soluzioni e materiali nell’ambito del processo SLM. Contrariamente ad una macchina SLM industriale, questo sistema è dotato di un’area di lavoro ridotta concepita per condurre analisi di processo e lavorabilità impiegando il giusto quantitativo di polvere. In tal modo si limitano gli sprechi e la possibilità di alterare le polveri metalliche, aspetto particolarmente rilevante nel caso del rame puro il quale è molto sensibile all’ossidazione. A tal proposito il setup permette di gestire da computer tutte le movimentazioni e l’handling del letto di polvere lavorando in una atmosfera controllata di Ar grazie ad una camera chiusa. In più il sistema è aperto e particolarmente flessibile grazie alla possibilità di implementare rapidamente nuove sorgenti laser, teste galvanometriche e sistemi di monitoraggio. L’elevata flessibilità di questa piattaforma prototipale ha permesso di raggiungere questo rilevante risultato attraverso la progettazione e il test di strategie di multi-scansione, le quali consentono una migliore gestione dell’input termico nel letto di polvere evitando l’insorgere di instabilità della pozza fusa.
Ricerca della finestra di fattibilità per SLM di Cu puro e studio degli effetti collegati al substrato adottato
Lo studio è partito dalla definizione di una finestra di fattibilità per il processo [23], la quale è stata individuata esplorando ampi range di velocità di scansione e potenza laser considerando uno spessore del layer sia da 50 µm che da 100 µm (Figura 4). I campioni prodotti sono stati valutati visivamente facendo riferimento alla porzione centrale delle loro sezioni, i bordi delle stesse presentano sempre una maggiore porosità e richiedono uno studio dedicato dei parametri di processo. Da qui i campioni sono stati classificati come “OK” nel caso di integrità preservata, nella categoria “Delaminazione” quando è evidente una carenza di collegamento tra layer consecutivi, “Vaporizzazione” se l’input energetico risulta eccessivo a tal punto da indurre l’ebollizione del metallo e “Non fusa” quando l’energia fornita non è sufficiente a creare un legame tra il rame fuso e il substrato durante la scansione dei primi layer. Nell’ambito della regione di fattibilità definita, successivamente, è stato studiato l’impatto di diversi substrati sul processo. Confrontando le densità apparenti misurate sui campioni prodotti, visibili in (Figura 5), è evidente come il substrato solido abbia un’influenza marcata sul processo SLM quando questo è applicato ad una polvere di rame puro al 99.9%. Analizzando i risultati si evince l’inadeguatezza della comune scelta di avere un substrato dello stesso materiale della polvere in caso si processi rame puro. Come atteso, infatti, tale substrato introduce importanti instabilità durante la scansione a causa della sua elevata conducibilità termica che porta ad un’eccessiva porosità nei manufatti prodotti. Contrariamente, l’adozione di un substrato in un materiale meno conduttivo (Tabella 2), come l’acciaio inossidabile AISI 316L, limitando la naturale rapida propagazione del calore all’interno del layer di polvere di rame, risulta benefica per il raggiungimento di densità più elevate anche superiori al 95%. Tale livello di densità resta comunque inferiore rispetto a quelli accettabili per i manufatti SLM e, in generale, nelle applicazioni industriali. Il risultato principale emerso dall’analisi, però, è che la qualità dei componenti in rame puro prodotti con SLM è legata strettamente alla densità energetica utilizzata nel processo e definita come: dove P corrisponde alla potenza laser, v alla velocità di scansione, h alla distanza tra due linee scansionate adiacenti e z allo spessore del layer di polvere. A conferma di ciò va evidenziato come anche piccole variazioni di questa grandezza si riflettano fortemente sulla stabilità della scansione.
Strategie multi-passata: gestire l’input energetico per raggiungere elevate densità nei componenti in rame puro
Partendo dal concetto che è la densità energetica la chiave del SLM di rame puro, nasce l’idea di combinare la riduzione della dissipazione termica dalla pozza fusa introdotta col substrato in AISI 316L, con una migliore distribuzione della densità energetica ottimale al fine di incrementare ulteriormente le performance qualitative. A tale scopo sono state testate differenti strategie multi-scansione in cui il fascio laser percorre due volte ogni traiettoria consecutivamente, anche con livelli di energia differenti. Questo tipo di approccio permette di pre-condizionare la polvere durante la prima scansione portandola ad una temperatura maggiore nelle aree esposte alla radiazione laser. Conseguentemente, nella seconda passata, si ha una riduzione delle perdite termiche nell’intorno della pozza fusa e una minore tendenza all’insorgere del fenomeno di balling grazie ai minori gradienti termici.
Una più uniforme distribuzione della densità energetica ottimale per il processo, inoltre, ha effetti positivi anche dal punto di vista ottico favorendo un maggiore assorbimento della radiazione IR. Quest’ultimo è funzione della temperatura del metallo e cresce in accordo con quest’ultima fino ad avere un rapido aumento in concomitanza del passaggio allo stato fuso. L’introduzione di strategie multi-passata pertanto permette di portare rapidamente e in maniera più stabile il rame puro a fusione, incrementando l’efficienza del trasferimento energetico dal laser alla polvere. La diretta conseguenza è un ulteriore crescita della qualità dei componenti finali in termini di densità relativa fino anche al 99% come mostrato in Figura 6, dove le sezioni di due campioni costruiti con strategie mono-scansione, rispettivamente con densità minore e maggiore del 95%, sono confrontati con uno multi-passata.
Un dimostratore di geometrie complesse costruite con SLM di Cu puro
Infine, un ulteriore passo verso una reale applicazione industriale è stato compiuto realizzando una geometria maggiormente complessa come quella del logo del Politecnico di Milano (Figura 7). Il dimostratore prodotto testimonia la possibilità di creare componenti con features complesse e sezioni sottili attraverso SLM di rame puro. Questo conferma le potenzialità dietro alla scelta del processo SLM per la realizzazione di componenti rivolti ad applicazioni di scambio termico ed elettrico; come visibile anche nelle micrografie, con una corretta gestione dell’input energetico fornito è possibile beneficiare dell’elevata precisione e flessibilità di questo processo per la costruzione di strutture come canali di raffreddamento a sezione complessa o alettature. In conclusione, la scelta di una sorgente laser in fibra da 1 kW in combinazione con un substrato a ridotta conducibilità termica permette di raggiungere una più elevata stabilità in un processo termo-dinamico così complesso, la distribuzione della quantità di energia ottimale fornita al letto di polvere in due scansioni successive garantisce un maggiore controllo sul processo spingendone le performance qualitative ai massimi livelli. Questo studio dimostra che oggi è possibile produrre manufatti in rame puro attraverso SLM e pone questo processo come principale strumento per la creazione di componenti a geometria ottimizzata, aprendo la via ad applicazioni industriali di scambio elettrico o termico sempre più performanti ed efficienti. Di particolare rilevanza è, inoltre, il fatto che l’applicazione delle soluzioni individuate non richiede tempi di incubazione per poter essere implementata essendo, le soluzioni tecniche studiate, prontamente trasferibili sugli attuali sistemi SLM. La soluzione adottata privilegia la reperibilità, diffusione e familiarità selle sorgenti laser in fibra da un micron odierne (anche in merito alla reperibilità dei componenti ottici a servizio del processo) a discapito della maggiore efficienza nella lavorazione di una sorgente nel visibile quale può essere un laser verde. Oggetto di ulteriori indagini sarà proprio quest’ultimo aspetto ed il confronto con le più popolari sorgenti in fibra continue e pulsate con lunghezze d’onda da 1 µm.
Ringraziamenti
Questi risultati non sarebbero stati raggiunti senza il supporto dell’Unione Europea, della Repubblica Italiana, della Regione Lombardia e del FESR nell’ambito del progetto MADE4LO sotto la call “POR FESR 2014-2020 ASSE I – AZIONE I.1.B.1.3”. Un particolare ringraziamento va a nLIGHT Inc. per aver fornito la sorgente laser e Optoprim S.r.l. per la testa scanner. l