L’annerimento laser dei dispositivi medicali metallici secondo la normativa dei codici UDI
Anche in Europa sono state stabilite nuove normative che impongono un sistema di identificazione unico e inequivocabile per tutti i dispositivi medicali: il cosiddetto UDI. In questo scenario, il software di gestione delle macchine laser sviluppato da SISMA si candida autorevolmente come soluzione per realizzare marcature di codici UDI, per esempio sotto forma di data-matrix (DM), secondo lo standard GS1, rispettando le normative vigenti.
di N. Maguolo e S. Mazzucato
Ricalcando quanto già fatto dalla FDA statunitense, anche in Europa sono state stabilite nuove normative che impongono un sistema di identificazione unico e inequivocabile per tutti i dispositivi medicali: il cosiddetto UDI (Unique Device Identification)1. L’UDI consiste in una serie di caratteri numerici o alfanumerici, la cui unicità, oltre ad assicurare la tracciabilità del prodotto, garantisce al cliente finale l’autenticità di ogni dispositivo medico nel mercato, contrastando in tal modo il traffico di prodotti contraffatti.

Marcatura di codici UDI
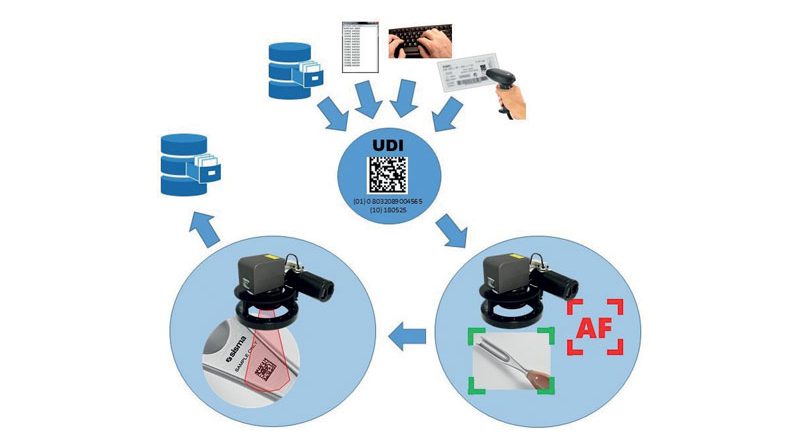
Il software di gestione delle macchine laser sviluppato da SISMA permette di realizzare marcature di codici UDI, per esempio sotto forma di data-matrix (DM), secondo lo standard GS1, rispettando le normative vigenti. Il contenuto identificativo può essere incorporato nel DM (piuttosto che in altri tipi di codice) in uno dei seguenti modi: digitandolo sul pannello dei comandi dell’interfaccia software; acquisendo il codice prestampato sull’etichetta della confezione, o di un documento accompagnatorio, tramite per esempio lettori di codici a barre; allegando un file di testo generato da terze parti (e.g. enti esterni); estrapolandolo da database interni, o esterni all’azienda.
Una volta caricato il progetto di lavoro, l’operatore2 non dovrà far nulla più che posizionare uno o più pezzi all’interno dell’area di lavoro del laser, e il sistema autonomamente procederà alla marcatura.
I sistemi integrati di visione coassiale, autofocus lungo l’asse Z motorizzato, pattern matching per il riconoscimento automatico dei pezzi e centratura automatica della marcatura sul target, assicurano una precisione di 0.02 mm, garantendo elevate ripetibilità e qualità del risultato. Il software permette inoltre l’acquisizione del codice appena riprodotto per verificare correttezza e corrispondenza delle informazioni marcate (Figura 1).
Il mercato medicale
Specialmente sugli strumenti chirurgici metallici, i codici UDI devono essere impressi in modo indelebile e, nel caso di utilizzo prolungato nel tempo, questi non devono né alterarsi (i.e. devono restare leggibili), né alterare le caratteristiche chimico-fisiche del materiale. La scelta della specifica lega metallica, per i dispositivi medicali, è dettata da severi vincoli clinici: alta resistenza alla corrosione, igienicità, e perfino biocompatibilità (nel caso di elementi impiantabili). A tale proposito, sono generalmente impiegate leghe di titanio e acciaio inossidabile. Di quest’ultime, le più adatte sono quelle austenitiche (ad esempio, le leghe AISI 303, 304 e 316), o quelle martensitiche (specialmente la lega AISI 420). Essendo queste, di solito, di colore naturale grigio chiaro, il codice UDI, per essere letto facilmente, deve essere di colore nero.
A livello normativo, gli annerimenti devono risultare impalpabili, privi di imperfezioni e scevri di contaminanti, permanenti, resistenti alla corrosione e ai processi di sterilizzazione, ed esibire il massimo contrasto possibile.
Le problematiche
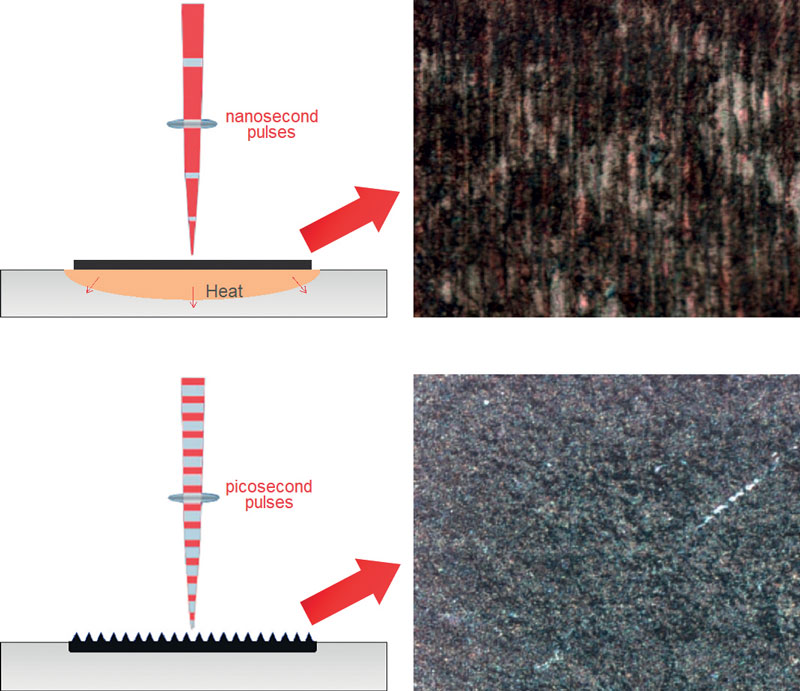
Sebbene già da anni SISMA fornisca laser fibrati MOPA in regime a nanosecondi in grado di annerire metalli e leghe metalliche, il processo di annerimento indotto3, oltre a non tradursi in una tonalità nera vera e propria (ma, piuttosto, un grigio molto scuro), si riflette in un riscaldamento localizzato importante del materiale e della zona circostante la marcatura, che può propagarsi a tutto lo strumento medicale. Nel caso dell’acciaio inossidabile, questo processo di riscaldamento (che produce fusione localizzata della zona marcata) si associa a modifiche chimico/micro-strutturali del materiale, specie nello strato superficiale, protettivo, naturale di ossido di Cromo (i.e. strato di passivazione). Tali mutazioni possono rendere localmente il materiale meno resistente ai fenomeni corrosivi e, pertanto, più suscettibile al danneggiamento4.
Questo tipo di annerimento (i.e. con sorgenti a ns) è consentito per marcature di codici UDI in strumenti medicali monouso, che non devono sostenere cicli di sterilizzazione in autoclave per il loro riutilizzo. Infatti, poiché test di sterilizzazione e corrosione, su di essi, solitamente culminano nello scolorimento/sbiadimento del codice, un processo di passivazione post-lavorazione deve essere effettuato per ripristinare le qualità originali di inossidabilità dell’acciaio.
Le soluzioni usano sorgenti laser a picosecondi
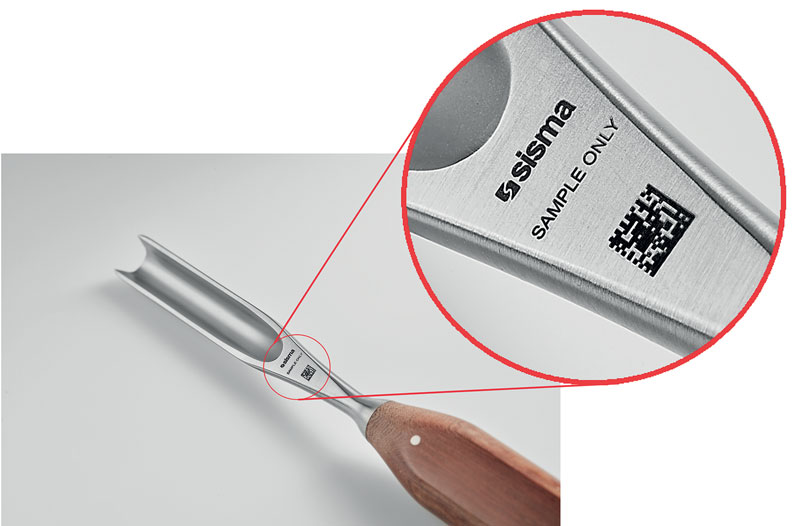
Per far fronte alla domanda industriale, SISMA ha recentemente introdotto le sorgenti laser a picosecondi nella propria gamma di prodotti, integrandole all’interno di compatti e funzionali sistemi di marcatura (Figura 2). Queste sorgenti laser, in grado di fornire impulsi ultracorti (< 10 PS) a frequenze di ripetizione più elevate (fino a 2 MHz), erogano la potenza ottica media necessaria per assicurare un rendimento produttivo competitivo, e l’elevatissima potenza di picco (fino a 10 MW) in grado di “atomizzare” direttamente le aree bersagliate, tramite meccanismi di interazione relativamente “freddi”5, piuttosto che di “vaporizzarle”, mediante fusione ed ebollizione, come nel regime a ns6.
L’annerimento dei metalli (e delle leghe metalliche) con laser a ps si manifesta, quindi, attraverso un processo diverso da quello coinvolto nell’interazione con sorgenti laser a ns, con notevoli vantaggi per quanto riguarda tempi processo (più brevi poiché non si deve scaldare il metallo per annerirlo) e resistenza alla corrosione.
Come visibile nell’immagine di Figura 3, le interazioni ultraveloci laser-materia, per adeguati regimi di fluenza, generano trame superficiali multi-scala, che, a causa della loro struttura gerarchica irregolare, intrappolano e assorbono efficacemente la luce ambientale, annerendo infine la superficie trattata. Pertanto, mentre per le sorgenti a ns l’annerimento ha origine termo-chimica, per le sorgenti a ps ha origine morfologica (Figura 4).
Validazione clinica
La procedura standard per verificare la bontà della marcatura, secondo criteri medicali, sarebbe quella di sottoporre i campioni a cicli di sterilizzazione multipli in autoclave, e controllare l’assenza di corrosione e alterazioni morfologiche del materiale in corrispondenza dell’area contrassegnata.
Per avvalorare i suoi risultati SISMA ha optato per test di corrosione accreditati da normative internazionali: l’EN ISO 13402:20007, specifico per la resistenza degli strumenti medicali sottoposti ad autoclave, corrosione ed esposizione termica, e l’EN ISO 9227:20178, per test in camera di nebbia salina neutra. Quest’ultimo trattamento (effettuato per un tempo di 96 ore), rivelandosi notevolmente più aggressivo della sterilizzazione in autoclave, meglio verifica la tenuta degli annerimenti alla corrosione.

Risultati e conclusioni
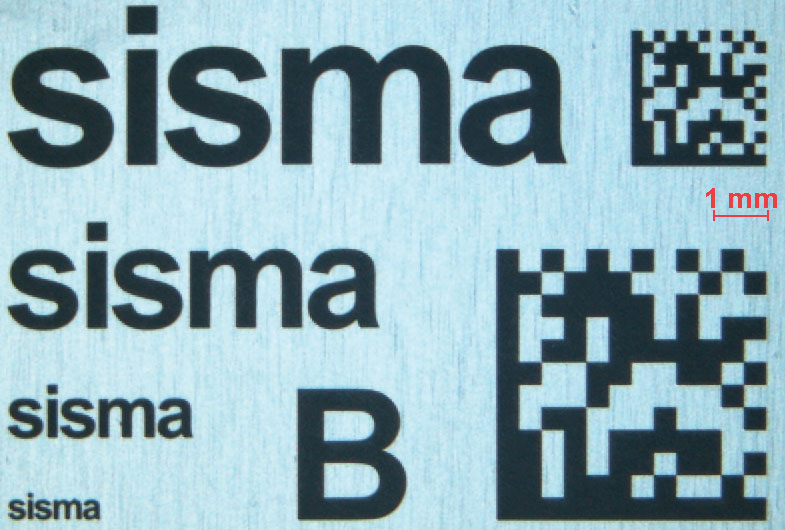
L’integrità degli annerimenti, mostrati in Figura 5, non è stata compromessa dalla sperimentazione: non è possibile individuare alcuna istanza di scolorimento o corrosione, e caratteri e codici non esibiscono anomalie visibili, nonostante siano stati esposti a molteplici “step” di processo.
Per evitare che il processo di corrosione potesse essere innescato in corrispondenza dei bordi dei codici, SISMA ha gestito le dinamiche della testa galvanometrica e i ritardi di marcatura per garantire una densità di impulsi uniforme su tutta l’area “bersagliata” (Figura 6) ed evitare disomogeneità di processo.
Complessivamente, i test hanno sottolineato la naturale resistenza all’ossidazione dei contrassegni marcati.
Le tecniche di marcatura con sorgenti a ps offrono una combinazione esclusiva di vantaggi che ne giustificano il rapido impiego nel campo dei dispositivi medici riutilizzabili:
• le aree trattate con laser esibiscono un contrasto molto elevato, che massimizza la leggibilità sia per l’uomo che per gli strumenti di acquisizione dati. In aggiunta, il loro colore non è influenzato da variazioni dell’angolo di visione o di illuminazione;
• l’approccio non altera le superfici naturalmente passivate. Inoltre, in altre attività di ricerca è stato dimostrato che la successiva ri-passivazione non induce alcuno sbiadimento delle marcature9;
• gli annerimenti resistono ai ripetuti cicli di trattamento (e.g. sterilizzazione in autoclave) che tali dispositivi medici normalmente subiscono.
In ultima analisi, SISMA ha sviluppato una nuova macchina in grado di gestire l’annerimento automatico degli strumenti medicali.
Tramite l’uso degli impulsi a ps e una dedicata strategia di controllo dei parametri della macchina laser, SISMA può garantire la tenuta della marcatura sulle comuni leghe di acciaio inossidabile per uso medico, soddisfacendo le recenti normative cliniche.
Questa tecnica risponde alle esigenze del mercato offrendo marchi permanenti che non richiedono ri-passivazione e che sono chiaramente leggibili anche dopo decine di cicli di pulizia e sterilizzazione.