Nuove tendenze grazie alle microlavorazioni laser
Le microlavorazioni laser vengono sempre più usate nei campi più diversi grazie a soluzioni che introducono concreti miglioramenti in termini di maggiore produttività, precisione, operatività e robustezza tramite un’offerta estesa di stazioni di lavoro ottimizzate in tutti i loro componenti, quali sorgenti laser impulsate, scanner, ottiche, assi di posizionamento, sistemi di sincronizzazione, ecc. In Europa si rileva una forte presenza di aziende che conoscono molto bene queste tecnologie e forniscono sistemi e servizi molto interessanti e differenziati a seconda degli utenti finali. In questo articolo, approfondiremo il tema delle microlavorazioni laser; in particolare vi spiegheremo come i sistemi laser a impulsi corti e ultra-corti rispondono alle nuove esigenze industriali.
Negli ultimi anni le lavorazioni con laser a impulsi ultra-corti (USP) si stanno rapidamente affermando grazie all’affidabilità raggiunta e, soprattutto, alla migliore comprensione dei fenomeni di interazione laser-materia. In generale, al pari delle altre lavorazioni laser, le future applicazioni industriali dei laser USP richiedono un’alta qualità di lavorazione abbinata a una sempre maggiore capacità di lavorazione e produttività, ottenibile con potenze medie più elevate. LASEA è la dimostrazione di come un’azienda possa controllare e sfruttare al meglio le prestazioni di laser al femtosecondo integrandoli in sistemi affidabili. Per esempio le potenze medie elevate pongono nuove sfide tecnologiche collegate alla gestione degli effetti termici residui indotti che diventano significativi e possono degradare la qualità delle lavorazioni. Per questo nuove specifiche strategie di processo devono essere considerate in base all’applicazione e alle caratteristiche del laser: dalla formatura del fascio alla velocità e alle geometrie di scansione con fascio singolo o multiplo con tutte le possibili varianti. Le macchine di microlavorazione di LASEA sono sviluppate seguendo le esigenze e le nuove tendenze provenienti dai centri di ricerca e sviluppo all’avanguardia (per esempio taglio dritto, bio-mimetica) nei più diversi settori applicativi che vanno dai beni di lusso alle industrie mediche ed elettroniche (Figura 1).

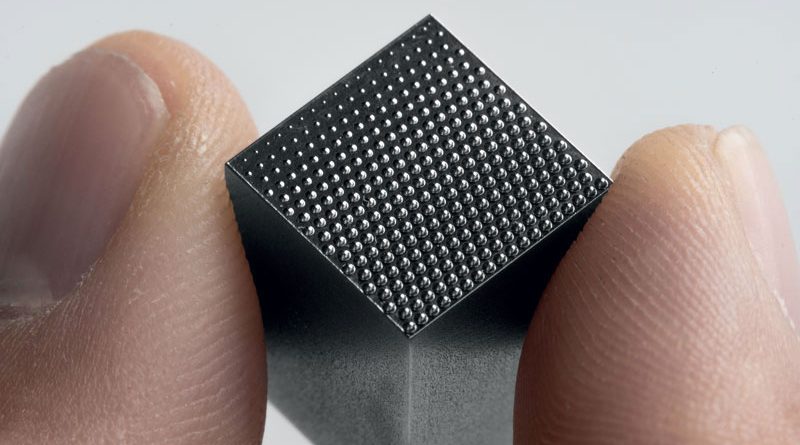
1. Esempi delle microlavorazioni sviluppate dalla società LASEA. Vista macro e microscopica del texturing per un effetto “nero profondo” (sopra); taglio e smussatura e incisione “bianca” per l’industria dell’orologiera (sotto). (©LASEA) 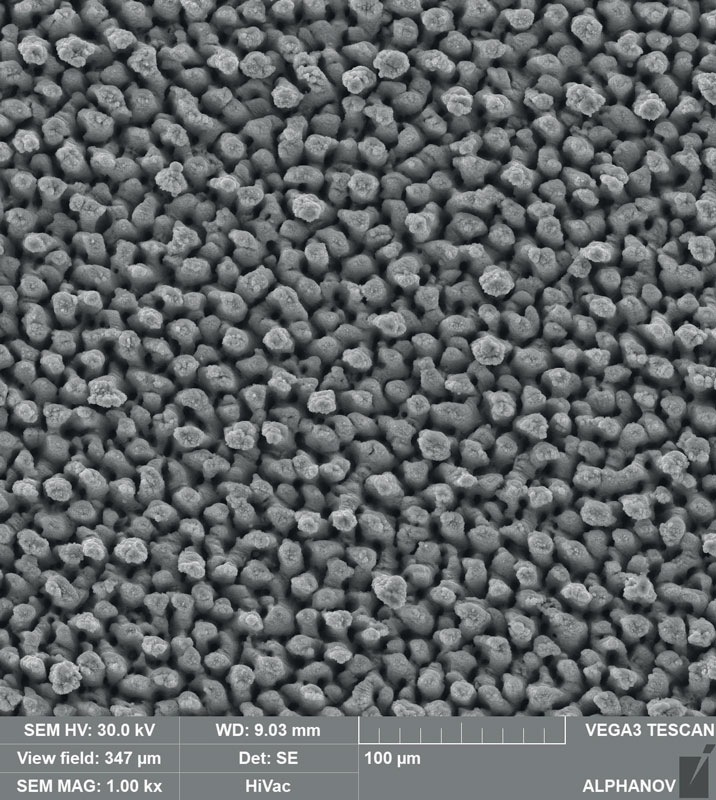
1. Esempi delle microlavorazioni sviluppate dalla società LASEA. Vista macro e microscopica del texturing per un effetto “nero profondo” (sopra); taglio e smussatura e incisione “bianca” per l’industria dell’orologiera (sotto). (©LASEA) 
1. Esempi delle microlavorazioni sviluppate dalla società LASEA. Vista macro e microscopica del texturing per un effetto “nero profondo” (sopra); taglio e smussatura e incisione “bianca” per l’industria dell’orologiera (sotto). (©LASEA) 
1. Esempi delle microlavorazioni sviluppate dalla società LASEA. Vista macro e microscopica del texturing per un effetto “nero profondo” (sopra); taglio e smussatura e incisione “bianca” per l’industria dell’orologiera (sotto). (©LASEA)
Funzionalizzazione delle superfici
La funzionalizzazione delle superfici è una delle attività di rilievo per l’applicazione di laser USP. LASEA, infatti, utilizza questa tecnologia per realizzare soluzioni di eco-design che possano minimizzare l’impatto ambientale. Nel progetto LAMpAS, finanziato dalla Comunità Europea, otto partner (Technische Universitaet Dresden,TRUMPF, LASEA, Next Scan Technology, Bosch, EPIC, New Infrared Technologies e B/S/H) collaborano allo sviluppo e costruzione di una macchina basata su un laser USP in grado di lavorare superfici con una produttività di 1-5 m2/min, conferendo agli elementi trattati determinate proprietà quali elevata idrorepellenza o funzione battericida, senza ulteriori rivestimenti e prodotti chimici.
Il cuore della macchina è un laser al picosecondo da 1,5 kW multifascio integrato con un’ottica di ricombinazione in grado di generare una figura d’interferenza ad altissima risoluzione sulla superficie da trattare. La robusta stazione di lavoro, pensata per essere posta in produzione, si completa con un sistema di scansione del fascio ad alta velocità integrato con un sistema di visione per il controllo di processo in tempo reale.
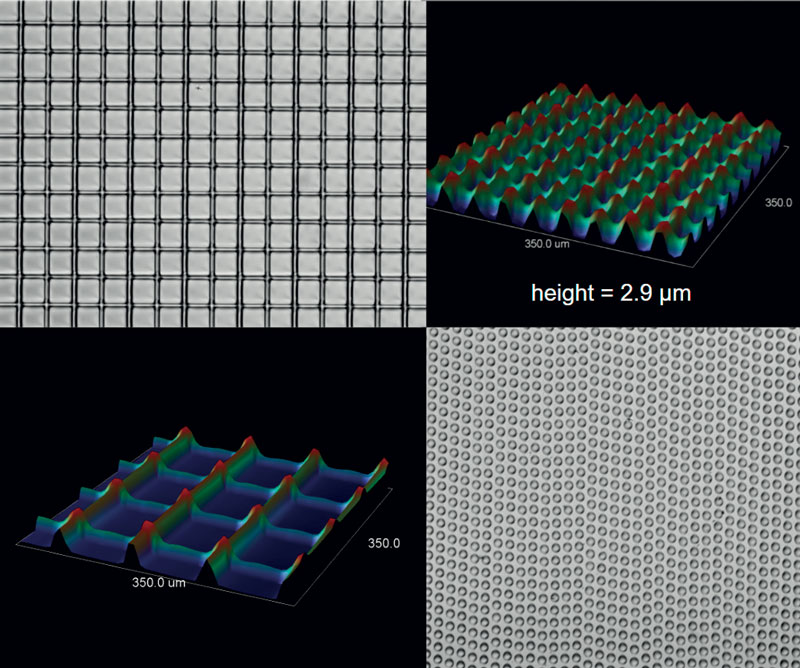
La lavorazione delle superfici ottenuta con laser a impulsi ultracorti con macchine a 5 assi è il business principale della società Microrelleus, che si concentra sulla realizzazione di stampi per ottiche e micro-ottiche. La loro principale applicazione si trova nelle microstrutture per l’industria dell’illuminazione: sono realizzabili guide d’onda, diffusori, omogeneizzatori e ottiche complesse studiate per ottenere i più diversi effetti funzionali con la luce (Figura 2). Lavorazioni per la funzionalizzazione delle superfici quali l’autolubrificazione o l’attribuzione di idrofobicità fanno parte del portafogli di Microrelleus. Lo spettro delle possibili microlavorazioni laser si estende su numerose applicazioni come quelle coperte, a esempio, dalla società Oxford Lasers la cui offerta comprende sia macchine di microlavorazione laser che servizi di lavorazione conto terzi (Figura 3). Con le loro stazioni di lavoro si possono effettuare lavorazioni di fresatura laser, ablazione e foratura per dispositivi microfluidici in diversi materiali come vetro borosilicato e polimeri. Tali dispositivi microfluidici, che sono utilizzati in sistemi per processi cellulari e batterici, celle a combustibile, optofluidica o reattori chimici, hanno tipicamente strutture che comprendono canali e pozzetti che, combinati, agiscono come micro-pompe per la miscelazione dei fluidi. I canali hanno tipicamente dimensioni inferiori ai 100 micron di larghezza e 100 micron di profondità. Oxford Lasers inoltre, con gli stessi laser USP, è in grado di realizzare giunzioni dirette vetro-vetro, vetro-metallo o vetro-silicio, senza strati intermedi o adesivi ottici. Questi processi sono estremamente interessanti e vantaggiosi nella produzione di dispositivi elettro-ottici per i settori aerospaziale e difesa nonché nei sistemi OLED perché offrono la sicurezza di una sigillatura ermetica combinata con la precisione del posizionamento e delle caratteristiche opto-meccaniche. Utilizzando le diverse sorgenti di Oxford Laser, dal nanosecondo al femtosecondo, si possono lavorare le superfici per ottenere microstrutture su scala nanometrica destinate a modificare sia le proprietà quali bagnabilità o attrito che quelle ottiche. Un’altra applicazione in cui sono specializzati è la rimozione estremamente precisa del singolo strato o di più strati dal substrato come per esempio nella prototipazione rapida di dispositivi elettronici flessibili dove si rimuovono/modellano strati di ossido di indio e di stagno. Il tutto si completa con microlavorazione “classiche”, come foratura, taglio, incisione e marcatura di materiali particolarmente ostici quali vetro e ceramica, ma anche metalli e polimeri con una larghezza minima della traccia di pochi µm e uno spessore massimo del materiale di > 1 mm.

Lavorazione del vetro per dispositivi medici ed elettronici
Un’altra azienda completamente focalizzata sulle microlavorazioni laser è la Workshop of Photonics. Si pongono sul mercato offrendo sia stazioni di lavoro complete con sorgenti laser USP, sia fornendo il servizio di lavorazione conto terzi per piccoli-medi volumi da consegnare in tempi brevi. La lavorazione del vetro è sicuramente la loro competenza chiave: con la loro tecnologia brevettata, basata su laser a femtosecondi, riescono a realizzare fino a 1.200 fori/sec su wafer di vetro prima della finitura tramite incisione chimica. Il tempo totale della lavorazione laser varia da pochi secondi ad alcuni minuti per pezzo in funzione della specifica funzionalizzazione e può raggiungere la lavorazione di un massimo di 106 elementi (Figura 4). L’incisione può essere fatta per lotti omogenei “sommando” insieme tutte le caratteristiche. Le principali applicazioni di queste lavorazioni su vetro si trovano nella produzione di dispositivi medici ed elettronici.
Laser USP per il mercato elettronico e l’automotive
La società svizzera Posalux è un produttore di macchine utensili da decenni attivo nelle lavorazioni di precisione con tecniche convenzionali. Una decina di anni fa hanno integrato per la prima volta una sorgente laser in una loro macchina e dal 2014 si affidano ai laser USP per i sistemi di lavorazione e test nel mercato elettronico e nel settore dei dispositivi automobilistici per iniezione carburante. Specialmente per il primo campo, il loro Femto X/Y può lavorare vari materiali, come ceramica, polimeri, acciaio e materiali preziosi, per processi accurati di foratura e fresatura (Figura 5) grazie a impulsi laser <300 fs pilotati da una testa a precessione a 5 assi.
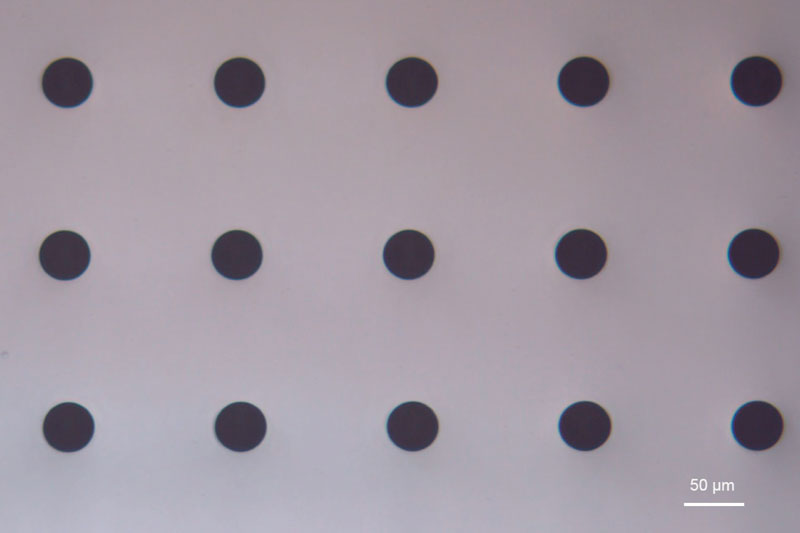
4. Esempio di microlavorazione della società Workshop of Photonics: 3.000.000 di fori su un wafer di quarzo ottico (fused silica) da 8 pollici e 500 micron di spessore. A sinistra: vista macro e a destra microscopica. (©Workshop of Photonics) 
4. Esempio di microlavorazione della società Workshop of Photonics: 3.000.000 di fori su un wafer di quarzo ottico (fused silica) da 8 pollici e 500 micron di spessore. A sinistra: vista macro e a destra microscopica. (©Workshop of Photonics)
Dall’importazione CAD fino al pezzo finale
Negli ultimi anni un numero sempre maggiore di costruttori di macchine si orienta verso lavorazione a 5 assi perché, rispetto ai 3 assi, la precisione, la finitura, la velocità e, più in generale, la flessibilità nella produzione di un pezzo è maggiore aggiungendo 2 assi di rotazione. La maggiore complessità e flessibilità si riflette anche nella fase di sviluppo, ottimizzazione e implementazione del controllo delle macchine stesse tramite ambienti di sviluppo adeguati a supportare tutti i gradi di libertà. La società Direct Machining Control ha sviluppato specificatamente il software “DMC” per il controllo delle macchine laser. Questo software aiuta i costruttori di macchine a ridurre drasticamente il time to market e a diventare più flessibili quando arriva il momento di cambiare qualcosa o iniziare lo sviluppo di un nuovo prodotto. Controlla la macchina laser dall’importazione CAD fino al pezzo finale ed è indipendente dall’hardware. La loro ultima aggiunta al DMC è il modulo di controllo a 5 assi, che semplifica la lavorazione – per esempio, permettendo di importare l’oggetto 3D, allinearlo, avvolgere la texture intorno a esso e premere Start per avviare la lavorazione. Un’altra tendenza in cui sono attivamente coinvolti è quella del controllo del processo ad anello chiuso. Le lavorazioni laser a 5 assi supportate da software dedicati sono di particolare interesse per l’industria aeronautica dove c’è l’esigenza di combinare volumi ridotti con particolari estremamente complessi.
Applicazioni recenti e innovative dei principali produttori di sorgenti laser a impulsi corti e ultra-corti
Le prestazioni dei sistemi e dei servizi descritti come di molti altri costruttori di macchine e fornitori di servizi sono stati resi possibili dal grande sforzo compiuto dalle aziende produttrici di sorgenti laser USP che stanno perseguendo maggiori potenze, precisione, flessibilità, affidabilità e stabilità delle sorgenti stesse. L’azienda Lumentum, per esempio, si concentra sullo sviluppo di sorgenti ad alte prestazioni, progettati per la massima operatività in applicazioni industriali. La loro nuova serie PicoBlade 3 è caratterizzata da un’elevata potenza media (fino a 75W a 355 nm) combinata con un’alta qualità del fascio, con la stabilità da impulso a impulso e a lungo termine. Disponibile nelle lunghezze d’onda IR, verde e UV, il PicoBlade 3 offre anche la possibilità di funzionamento in modalità burst ad alta energia e la scansione lineare ad alta velocità. L’obiettivo di questa nuova serie è quello di consentire processi più veloci e incrementare la produttività nelle applicazioni di microlavorazione, specialmente nella produzione di OLED, PCB, semiconduttori, e-mobility e celle solari. Le soluzioni basate su laser a fibre sono spesso sinonimo di robustezza per le applicazioni industriali. L’azienda Fluence si è dedicata allo sviluppo e alla commercializzazione di sorgenti industriali al femtosecondo e la linea di prodotti Jasper è quella specificatamente dedicata alle microlavorazioni. Questi dispositivi sono basati su una configurazione ottica tutta in fibra con un oscillatore a femtosecondi monolitico, senza SESAM, e stadi successivi di amplificatori in fibra. La soluzione adottata tutto-in-fibra ha lo scopo di ridurre al minimo il disallineamento del fascio. Nello specifico, il laser molto compatto Jasper Flex eroga 30W di potenza media con impulsi laser <250 fs, e l’unico componete non integrato in fibra è il compressore di impulsi, posto all’uscita della sorgente. Fluence estende la sorgente con un modulo per generazione armonica la cui uscita può essere commutata tra 4 lunghezze d’onda: 1030 nm, 515 nm, 343 nm e 258 nm. Le sorgenti laser Jasper 30 e Jasper 60 forniscono fino a 100 µJ di energia d’impulso a 300 kHz e 600 kHz di frequenza di ripetizione, rispettivamente, e fino a 200 µJ in modalità burst, consentendo processi di incisione, foratura, taglio e scissione molto efficienti. Attraverso il controllo software della durata dell’impulso fino a 20 ps, l’utente è in grado di individuare i parametri ottimali per microlavorazione su innumerevoli materiali. Esiste anche una versione speciale (proof of concept) denominata Jasper 100, che emette impulsi da 200 fs con 100 W di potenza media e con spot da 30 micron per lavorare l’acciaio inossidabile, per esempio, con una velocità lineare fino a 300 m/s, se combinato con uno scanner poligonale. Inoltre è prevista per la fine del 2021 l’inaugurazione del loro nuovo centro applicativo a Wrocław, in Polonia, per provare i loro laser in diverse applicazioni di microlavorazione, come il taglio del vetro e la strutturazione delle superfici (Figura 6). Il laboratorio sarà equipaggiato con le più importanti tecnologie per la formatura e la deflessione dei fasci, nonché sistemi di posizionamento preciso e di visione artificiale, in modo da effettuare studi di fattibilità per i clienti.
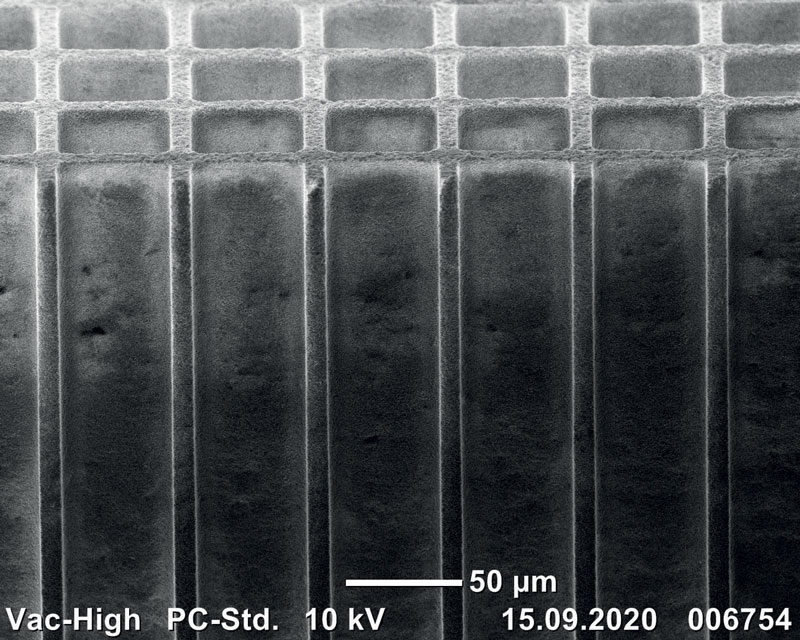
5. Esempio delle capacità di microlavorazione della società Posalux: fori quadrati 30×30 micron su nitruro di silicio (a, b, c) e “routing” di sonde verticali e MEMS 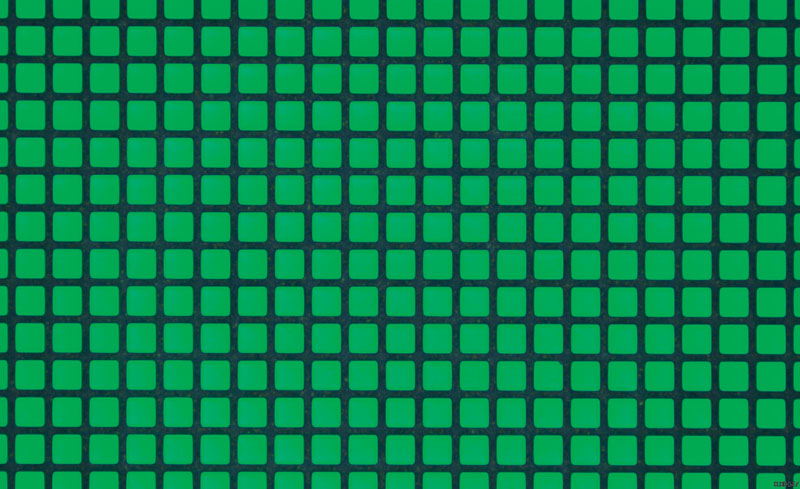
5. Esempio delle capacità di microlavorazione della società Posalux: fori quadrati 30×30 micron su nitruro di silicio (a, b, c) e “routing” di sonde verticali e MEMS 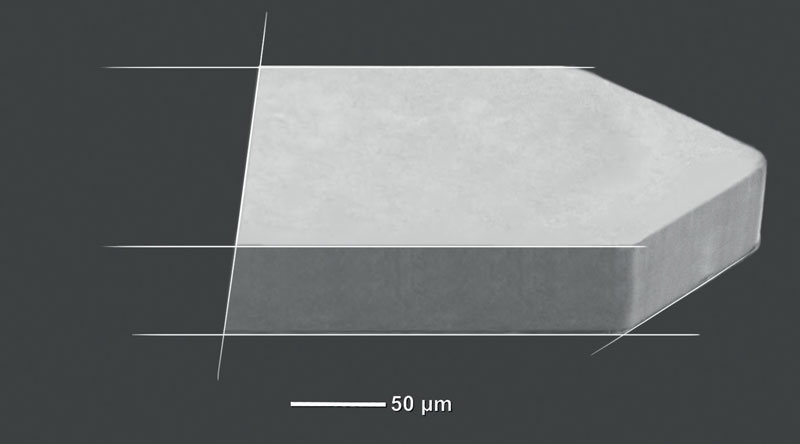
5. Esempio delle capacità di microlavorazione della società Posalux: fori quadrati 30×30 micron su nitruro di silicio (a, b, c) e “routing” di sonde verticali e MEMS 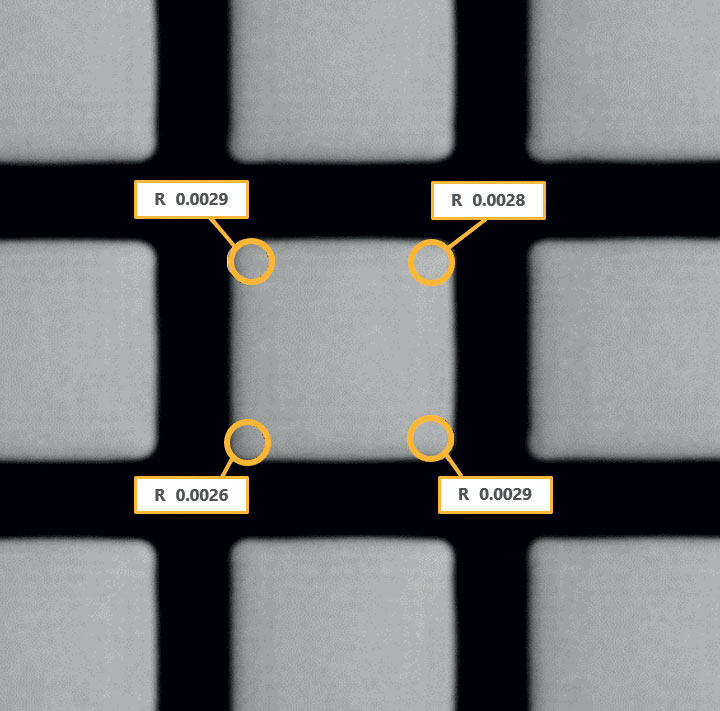
5. Esempio delle capacità di microlavorazione della società Posalux: fori quadrati 30×30 micron su nitruro di silicio (a, b, c) e “routing” di sonde verticali e MEMS 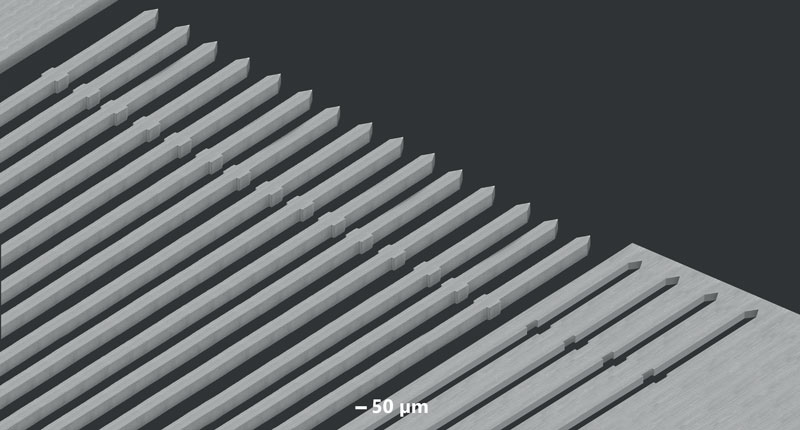
5. Esempio delle capacità di microlavorazione della società Posalux: fori quadrati 30×30 micron su nitruro di silicio (a, b, c) e “routing” di sonde verticali e MEMS
Una sorgente laser industriale a femtosecondi da 30 W
Per venire incontro alle esigenze di molti costruttori di sistemi per microlavorazione laser, la società EKSPLA ha sviluppato FemtoLux 3, una sorgente laser industriale a femtosecondi da 30 W, caratterizzata dall’innovativo sistema di raffreddamento. È stato infatti deciso di utilizzare in alternativa all’acqua, tipicamente usata per i laser USP con potenza di uscita media maggiore di 20W, un metodo di raffreddamento diretto con refrigerante specifico (DRC). Questo metodo combina il massimo scambio termico con un’elevata stabilità della temperatura, contribuendo in modo sostanziale alla stabilità a lungo termine della potenza di uscita del laser (migliore dello 0,5% RMS su 100 ore) e a un’alta affidabilità in qualsiasi condizione ambientale d’installazione del laser. Inoltre, grazie alle dimensioni ridotte di tutti i componenti, l’intero sistema di raffreddamento risulta molto compatto e leggero. A differenza dei sistemi raffreddati ad acqua, i sistemi di raffreddamento a refrigerante diretto non richiedono alcuna manutenzione periodica, come la sostituzione dei filtri dell’acqua e delle particelle, o il risciacquo di un sistema di raffreddamento, il che significa nessun tempo di fermo macchina per la manutenzione periodica del laser.
Nuove opportunità a 3 micron
Nella lavorazione laser dei materiali, per far fronte all’esigenza di minimizzare i tempi di fermo macchina oltre a stabilità e robustezza di processo, vengono privilegiate le lunghezze d’onda infrarosse a 1 micron e 10 micron, ovvero le sorgenti laser più classiche basate su Neodimio e Itterbio (a 1 micron) e CO2 (a 10 micron) che sono ormai consolidate grazie a decenni di sviluppo e miglioramento tecnologici. Ma cosa c’è nella regione compresa tra queste due lunghezze d’onda? Ovvero cosa si potrebbe fare se fosse disponibile una sorgente laser stabile e robusta in questo intervallo di lunghezza d’onda con sufficiente energia d’impulso? Ultimamente, tra molte aziende che stanno dedicando i loro sforzi nello sviluppo di sorgenti operanti in questo intervallo, risalta la canadese Femtum che da poco è presente sul mercato con il Nano 2800, laser a fibra che emette a 2,8 micron impulsi laser da >30 ns con energie da 1 a oltre 100 µJ e frequenze tra 1 e 50 kHz. La combinazione di lunghezza d’onda e durata dell’impulso permettono un’interazione breve, selettiva e precisa con materiali con elevato assorbimento intorno ai 3 µm come polimeri, vetro e tessuti biologici. Per altro, molti semiconduttori, come il silicio o il germanio, sono trasparenti a 3 micron e diventano quindi possibili microlavorazioni nel volume invece che sulla superficie tramite interazioni non-lineari. Inoltre a questa lunghezza d’onda risultano particolarmente convenienti processi di patterning selettivo e l’ablazione di ITO su PET come pure il patterning di film sottili d’oro su vetro. La lavorazione delle superfici di polimeri è una possibilità ulteriore (Figura 7) mentre altre applicazioni sono in corso di sperimentazione.
Esempio di funzionalizzazione della superficie di un polimero con Femtum Nano 2800. (©Femtum) 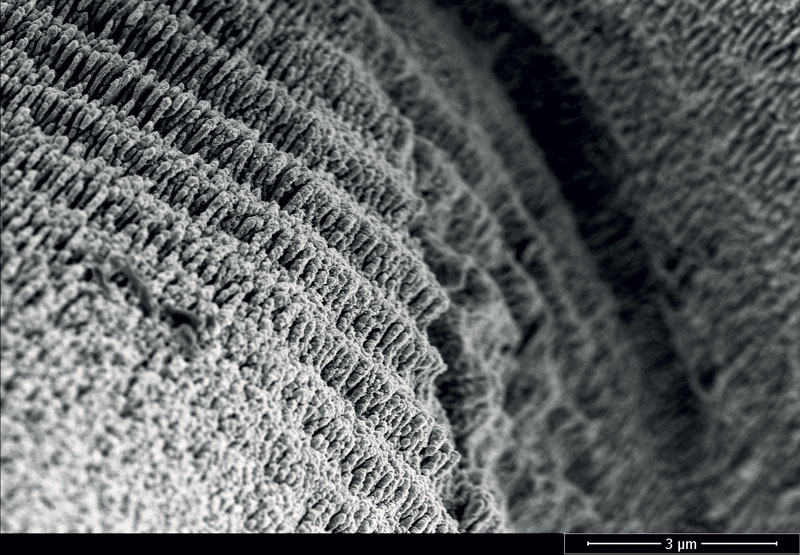
6. Esempio di strutture superficiali periodiche (LIPSS) realizzate con i laser Fluence su carbonio. (©Fluence)
Ringraziamenti
EPIC desidera ringraziare i suoi associati e collaboratori sempre desiderosi di condividere le loro ambizioni e prospettive e in particolare Jose Antonio Ramos de Campos e Violette Marbehant di LASEA, Raul Garcia di Microrelleus, Carla Taylor e Dimitris Karnakis di Oxford Lasers, Inga Janulyte e Martynas Mazeika di Workshop of Photonics, Marco Nadalin and Christof Koch di Posalux, Sarunas Vaskelis di Direct Machining Control, Marcello Bianchi di Sami Marrei from Lumentum, Dariusz Swierad e Bogusz Stepak di Fluence, Aldas Juronis di Ekspla, Louis-Rafael Robichaud di Femtum e tutti i partner di LAMpAS. LAMpAS ha ricevuto finanziamenti dal programma di ricerca e innovazione Horizon 2020 dell’Unione Europea nell’ambito della convenzione di sovvenzione n. 825132. È un’iniziativa della Photonics Public Private Partnership. Questo articolo riflette solo il punto di vista degli autori. La Commissione europea e Photonics 21 non sono responsabili per qualsiasi uso che possa essere fatto delle informazioni in esso contenute. l
QUALIFICA AUTORI: Francesca Moglia e Antonio Raspa sono rispettivamente Project Leader e Innovation Manager presso EPIC, il Consorzio Europeo dell’Industria Fotonica.