
Romagnani Stampi coniuga innovazione e tradizione
Solo mettendo il cliente al centro del proprio operato si ottengono come risultato prodotti e servizi eccellenti, che corrispondono all’idea del cliente stesso. Questa è la filosofia condivisa alla base della collaborazione tra Sorma e Romagnani Stampi, realtà lombarda attiva nel comparto automotive, che usa utensili distribuiti da Sorma per trasformare le idee in realtà.
Oltre cinquant’anni di storia, una trentina di dipendenti e circa 10 milioni di fatturato: questa è Romagnani, azienda che opera nel settore dello stampo ad iniezione e compressione per prodotti in materiale plastico. Fondata da Nando Romagnani a Pioltello (MI) nel 1969, si è specializzata nella realizzazione di stampi ad iniezione per il settore automobilistico destinati alla produzione di particolari estetici esterni: griglie, fasce sottoporta, spoiler e paraurti. I suoi clienti sono grossi gruppi multinazionali che stampano e vendono alle case automobilistiche i particolari plastici per vetture di fascia medio-alta. Tra le collaborazioni di Romagnani figurano marchi quali Audi, BMW, Mercedes, Porsche, Lamborghini.



Romagnani Stampi offre la soluzione migliore per arrivare al particolare richiesto
Tecnologia ed esperienza si intrecciano per costruire attorno al pezzo lo stampo in grado di produrre l’elemento richiesto dal cliente in un“processo lungo, complesso e altamente sinergico” come spiega Marco Sartori, Supply Chain Manager di Romagnani Stampi: “I nostri progettisti sono in costante contatto con l’ufficio tecnico del cliente per individuare la soluzione migliore e arrivare al particolare richiesto. Il reparto CAM e il reparto fresatura lavorano a stretto contatto l’uno con l’altro. Il reparto CAM prepara i percorsi che vengono lanciati sulle macchine, con l’obiettivo di garantire il funzionamento delle macchine 24/24 e 7/7 per ottimizzare i cicli produttivi”. Con il passare del tempo, le richieste dei clienti sempre più stringenti, la complessità del mercato e quella del mondo auto hanno reso la fase di produzione altamente discriminante. Nella fase di montaggio entra in gioco l’esperienza dei tecnici nell’assemblare e maneggiare stampi non semplici e dimensionalmente importanti. Chiude il ciclo il collaudo, con la produzione delle piccole campionature pre-serie per i clienti con una pressa Krauss-Maffei da 3.200 t e robot antropomorfo Kuka per il prelievo automatico dei pezzi. Il cliente presenzia al collaudo in azienda e in caso di problemi può lavorare insieme al project manager per individuare la soluzione migliore, risparmiando tempo prezioso.
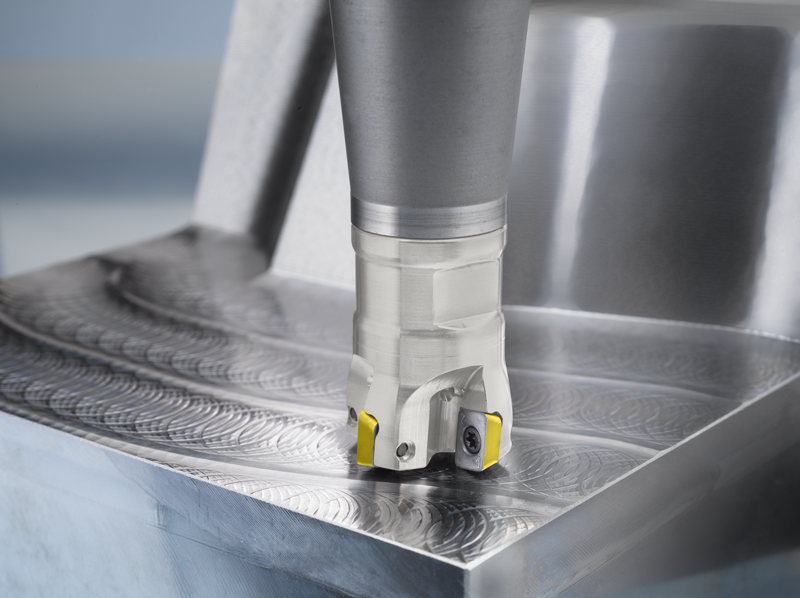
Sorma fornisce utensili affidabili e di qualità
Sottolinea Davide Moretti, Responsabile CAM di Romagnani Stampi: “Date le tempistiche sempre più stringenti è fondamentale essere reattivi, veloci e avere la certezza del risultato delle lavorazioni. Significa disporre di utensili affidabili e di qualità, e di strategie derivate dall’esperienza degli operatori dell’ufficio CAM, testate e consolidate sugli utensili usati”. Proprio per la loro affidabilità, i prodotti proposti da Sorma in Romagnani sono diventati uno standard per alcune lavorazioni come, ad esempio, le frese 2Feed Mini di LMT Fette. “Sono la nostra prima e unica scelta in sgrossatura sulle macchine leggere. Nei diametri fino a diametro 42 mm le usiamo per contornatura e semifinitura su pezzi già sagomati e sbozzati, per svuotare dal pieno e per sgrossare i piani in alto avanzamento sulle macchine a portale leggere. Sono dotate di inserti che sappiamo funzionare bene all’interno di un ampio range di parametri in funzione della lavorazione”, sottolinea Moretti. “La fresa FinishLine Premium di Kieninger con inserti nei diametri 40-35-25 mm con raggio 1 è la nostra soluzione universale; conosciamo bene l’inserto, eccelle in diversi tipi di lavorazione permettendo di occupare meno posizioni in magazzino utensili, assicura una durata in contornatura di finitura superiore alle otto/dieci ore e permette di eseguire spallamenti retti e piani ad avanzamenti consistenti, sia per velocità, sia per gli step in Z. Inoltre, sulle superfici meno importanti consente step di 1 mm su pareti con 1 mm di metallo radiale, ottenendo così una superficie a misura e con finitura accettabile senza passare per la semifinitura. Il tutto supportato da una durata importante”. Prosegue Moretti: “Con la stessa fresa eseguiamo anche piani, spallamenti e contornature di figura o sformate. La FinishLine ci ha anche permesso di fare passi importanti in lavorazioni abbastanza critiche come cave settore con pareti sformate o a spallamento retto fino a profondità di 280-300 mm. Eseguiamo queste lavorazioni con le FinishLine diametro 35 mm in abbinata a gamme di prolunghe in metallo duro da 300 mm con la certezza che otterremo tolleranze e finiture di progetto e che non ci saranno problemi di vibrazioni che accorciano la vita degli inserti”.
Sorma si è sempre mostrata disponibile, veloce e reattiva
Altra famiglia importante per Romagnani è quella delle frese più piccole, toriche (diametro 12-16-20 mm) e sferiche (diametro 12 mm), introdotte per uniformare il diametro razionalizzando i magazzini utensile. “Sorma ci ha seguito molto da vicino nell’implementazione, supportandoci nella fase di transizione”, sostiene Moretti. “Di fronte a un problema in fase di utilizzo o alla necessità di provare le frese in condizioni diverse si è sempre mostrata disponibile, veloce e reattiva. Abbiamo apprezzato la fermezza con cui ci ha sconsigliato applicazioni non adatte all’utensile individuato. Abbiamo identificato queste frese caratterizzate da un’azione di taglio molto delicata, che ci permettono velocità elevate anche lavorando con costruzioni utensile molto lunghe oppure con i sistemi di staffaggio rapido più alti utilizzati sulle macchine piccole, garantendo poi ottime prestazioni quando le condizioni di lavoro sono ottimali”. Da sottolineare anche l’elevata affidabilità in termini di accuratezza dimensionale degli inserti che ha eliminato le problematiche legate alle incongruenze tra le misure di lotti diversi.
Inserti WPB con geometria FlatBall® L’azienda ha adottato anche gli inserti WPB con geometria FlatBall®, frese per copiatura ad alta velocità con geometria del tagliente torica specificamente studiata per il comparto stampi. “È un’importante aggiunta sulle macchine da finitura: questo ibrido fra toro e sfera permette di lavorare superfici stampanti e chiusure entro i 20-25° di pendenza con step laterale 0,6 mm, e le superfici di scarico, zone che generalmente non richiedono accorgimenti particolari, con step laterali fino ad 1 mm”, conclude Moretti.