Una sinfonia produttiva efficiente e priva di stonature
20.000 sono i codici prodotto, 12 i secondi di manodopera per ogni pezzo, 5 i giorni di percorrenza di ogni pezzo all’interno dell’FMS targato Salvagnini installato presso Galletti S.p.A. di Bentivoglio, Bologna. Numeri importanti che per certi versi impressionano, soprattutto chi non ha ancora chiaro cosa significhi informatizzare e digitalizzare la produzione. Il primo numero impressiona perché testimonia la mole di lavoro che viene svolta in una realtà efficiente dove il “lotto 1” è parte della quotidianità. 12 secondi sono invece il termometro dell’elevato livello di automatizzazione dei processi così come 5 giorni di produzione testimoniano il grado di efficientamento dei processi raggiunto da questa azienda, capofila di un Gruppo di aziende di riferimento nel settore dell’HRVAC.
di Fabrizio Garnero
Il Gruppo Galletti si presenta sul mercato come una realtà unica nel suo genere, capace di offrire, grazie alle sue competenze diversificate, prodotti e servizi in tutti gli ambiti dell’HRVAC, ovvero Heating, Refrigeration, Ventilation e Air-Conditioning. Il Gruppo integra sette diverse realtà (Galletti, HiRef, CETRA, ENEREN, HiDew, TECNO Refrigeration, GHService), ognuna con specifiche competenze nei differenti settori di riferimento, le quali operano in stretta sinergia tra loro per potersi presentare sul mercato come un unico interlocutore.
Abbiamo visitato la capofila del Gruppo, la Galletti S.p.A. di Bentivoglio in provincia di Bologna, una realtà produttiva altamente innovativa in cui i moderni concetti di digitalizzazione di fabbrica e di Industria 4.0 si integrano al meglio con i dettami della filosofia Lean e della metodologia KanBan, ma soprattutto, con la tecnologia targata Salvagnini per dar vita a una sinfonia produttiva efficiente e priva di stonature.
Know how e competenza nella lavorazione lamiera
Galletti è un marchio di famiglia da tre generazioni – con la quarta già presente e operativa in azienda – nato per la lavorazione del ferro e la riparazione di attrezzi e macchina agricole. Dal 1906, anno di fondazione, ha affrontato diverse esperienze come contoterzista fino agli anni ‘50, ultima fra tutte l’entusiasmante parentesi nel mondo del motociclismo come costruttore di telai. Queste esperienze hanno permesso all’azienda di acquisire un notevole know how nella lavorazione della lamiera, aprendo, di fatto, la strada a un’evoluzione del suo modo di fare impresa, rispetto a quanto fatto fino a quel momento.
Galletti entra così, a partire dagli anni ‘60, nel mondo della climatizzazione comfort, lanciando un prodotto con il proprio marchio in un mercato che stava nascendo in quegli anni. Si apre così il filone dei terminali idronici che, ancora oggi, rappresenta una delle aree di business più importanti per l’azienda. Nei decenni successivi, Galletti ha continuato a evolversi ampliando le proprie competenze anche al mondo dei chiller e delle pompe di calore arrivando così a costruire uno dei cataloghi più estesi della climatizzazione comfort in cui spicca la partnership, datata 1980, con quello che a quel tempo era leader nel campo degli split per il settore residenziale.
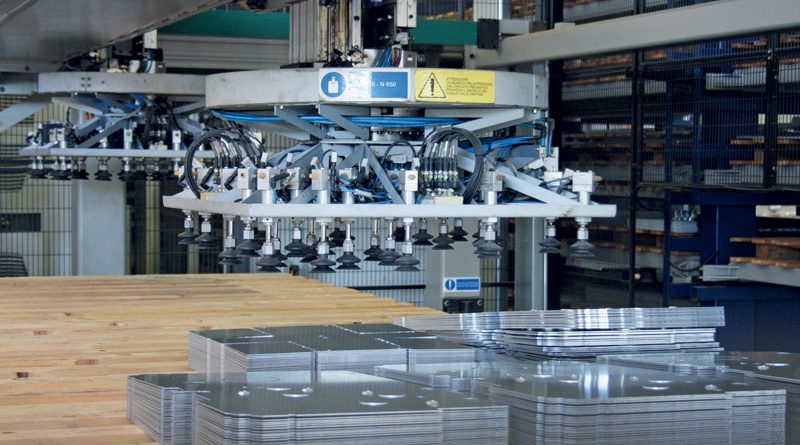
Il centro automatizzato di lavorazione della lamiera
Nel 1982 Galletti si trasferisce dalla storica sede di Castel Maggiore all’attuale sede di Bentivoglio, dove, oggi, incontriamo Dario Masina, direttore di stabilimento che ci racconta come l’azienda sia un esempio concreto di efficienza produttiva in cui il cosiddetto “lotto 1” non è più un miraggio ma la normalità grazie alla completa digitalizzazione dei processi produttivi.
“La scelta strategica di verticalizzare e di mantenere al proprio interno attività come R&D, progettazione e produzione ci ha permesso una crescita costante, anno dopo anno, sviluppando prodotti altamente competitivi in termini di qualità e prestazioni. Nonostante il cambiamento dei mercati e delle esigenze dei consumatori, rimaniamo saldamente tra le aziende di riferimento nel settore dell’HRVAC. A oggi, offriamo una vastissima gamma di prodotti: terminali idronici, chiller e pompe di calore a recupero totale, ad aria-acqua e ad acqua-acqua e sistemi di regolazione e controllo coniugando tecnologia, design e massima affidabilità”.
“La lavorazione della lamiera è una delle fasi basilari del nostro ciclo produttivo e dove vantiamo un know how importante che ha radici lontane nel tempo. Per queste ragioni, ci siamo impegnati nella realizzazione di un qualcosa di unico che potesse diventare il cuore dell’innovazione e dello sviluppo dei processi di produzione: un centro automatizzato di lavorazione della lamiera. Si tratta di un’unità produttiva all’avanguardia che integra tecnologia targata Salvagnini composta da un imponente magazzino MV che alimenta due centri di punzonatura (una S4Xe.40 e una S4.40), una pannellatrice P4-2516 e una cella di piegatura robotizzata Roboformer da 2 m. Abbiamo ritenuto che il passo da compiere per essere sempre più flessibili ed efficienti nel rispondere agli stimoli del mercato fosse questo centro integrato di ultima generazione che rappresenta l’esempio lampante di ciò che per noi significa verticalizzazione”.
Nel core produttivo aziendale, alla lavorazione della lamiera si aggiungono altre due importanti lavorazioni, ovvero la produzione interna degli scambiatori di calore e lo sviluppo di hardware e software di regolazione. Ed è proprio questo approccio, improntato sul saper sviluppare, progettare e produrre in casa i semilavorati, i componenti e i prodotti finiti, a rafforzare la capacità di Galletti S.p.A. di essere flessibile e duttile verso le richieste dei propri interlocutori e garantirle un importante vantaggio competitivo rispetto agli altri players presenti sul mercato”.
La gestione del “lotto 1” parte da lontano
L’evoluzione tecnologica del parco macchine installato a Bentivoglio ha visto passare l’azienda da due macchine stand alone all’attuale sistema produttivo integrato – un vero e proprio FMS – compiendo, di fatto, un passo evolutivo epocale che il signor Masina considera “un passaggio obbligato richiesto dal mercato. Tutti parlano del “lotto 1” come se fosse semplice da realizzare; basta comprare la macchina adatta e il gioco è fatto. La realtà è però ben diversa. Prima di scegliere la tecnologia più adeguata, occorre innanzitutto pensare e progettare il “lotto 1” già a monte della lavorazione della lamiera. Abbiamo infatti dovuto ripensare il nostro modo di operare, informatizzando e integrando tutte le attività. La sfida è stata per lo più software, prima ancora che hardware, pensando alle macchine in officina. Abbiamo lavorato moltissimo sui processi, sulle competenze e sugli strumenti”.
“Salvagnini – continua Masina – ci ha dato la possibilità tecnologica di avere una soluzione di processo in grado di processare il lotto 1 ma noi abbiamo pensato fin dall’inizio a tutta l’architettura delle informazioni inerenti all’attività produttiva che abbiamo integrato in un sistema informatico gestionale chiamato GPS, acronimo di Galletti Production System; questo guida e gestisce la produzione anche di un pezzo diverso dall’altro. Sono molteplici gli aspetti coinvolti; la macchina è forse quello più importante, ma senza un’adeguata gestione di tutti gli altri che vengono prima sarebbe meno efficiente. L’esempio più banale è quello dei disegni dei progetti che, con un archivio di 20.000 codici prodotto, sarebbe stato “folle” continuare a gestire a livello cartaceo e allora abbiamo attuato il “progetto carta zero” portando in digitale tutto l’archivio progetti”.
Il sistema gestionale GPS è completamente interfacciato con il software proprietario Salvagnini OPS (Order Processing System) che consente di presidiare la qualità e l’automazione dell’intero processo produttivo. “OPS riceve gli ordini di produzione dal nostro gestionale – spiega Masina – quindi ne analizza i parametri più comuni come quantità, priorità di produzione, codici, tempi di consegna e lancia la messa in produzione delle singole parti interfacciandosi con le macchine, regolando e ottimizzando i flussi produttivi. Tutto ciò coinvolge ovviamente anche la gestione del magazzino MV centrale poiché il sistema GPS è interfacciato anche con il suo software di gestione WMS (Warehouse Management System) per trasferire e confrontare i dati di inventario del magazzino stesso con lo stato di avanzamento della produzione.
Il software WMS gestisce la localizzazione dei vassoi, lo stoccaggio di pacchi multipli e la ricerca dinamica delle posizioni libere. L’operatore può prenotare e bloccare l’utilizzo di un dato vassoio con il suo materiale, inserire ordini “caldi”, ripianificare le attività e creare report di magazzino personalizzati”.
12 secondi di manodopera per ogni pezzo
OPS trasforma gli input produttivi provenienti dal GPS in produzione reale secondo il flusso di lavoro più logico, flessibile ed efficiente. “Una cosa è certa: in Galletti dobbiamo ancora migliorare tante cose del nostro ciclo produttivo, ma sarebbe davvero difficile rendere ancora più efficiente la costruzione dei particolari in lamiera poiché, oggi, dall’entrata del materiale nel nostro stabilimento fino alla sua uscita sotto forma di pezzo prodotto, “spendiamo” 12 secondi di manodopera per ogni pezzo. Il famoso handling manuale di presa del pezzo e deposito nel contenitore” spiega Masina.
Il sistema di programmazione della Galletti è basato su un metodo a stock: ciò significa che sulla base dell’ordine cliente, il sistema verifica se la giacenza a magazzino è sufficiente a soddisfare la richiesta (difficilmente lo è per via dell’elevata customizzazione) ed eventualmente lancia un ordine di produzione di quel determinato prodotto finito; il sistema di pianificazione “esplode” la distinta creando dei piani di lavoro settimanali in cui tutto ciò che è simile viene raggruppato in un macro ordine ottimizzato.
“Il progetto Lean che abbiamo attivato circa due anni fa ci ha permesso di evolvere al meglio l’utilizzo dell’impianto Salvagnini. Oggi, a differenza di prima, abbiamo diviso in Group Technology i prodotti in modo che ogni componente abbia sempre un percorso produttivo univoco in fabbrica; e questo ci ha resi più performanti nella produzione dei semilavorati poiché difficilmente ci sono codici di particolari in lamiera che possano essere annotati a due prodotti differenti”.
Nulla è stato lasciato al caso
“Abbiamo creato un meccanismo praticamente davvero performante – afferma il direttore di stabilimento – che ci rende tranquilli. Il piano viene eseguito in piena autonomia in modo efficiente e in linea con il planning produttivo previsto. Abbiamo scelto una configurazione del sistema che forse non è la più performante e produttiva tra quelle che Salvagnini avrebbe potuto metterci a disposizione, ma è quella che meglio si addice alla nostra realtà. Abbiamo per esempio destinato una parte del magazzino MV al materiale grezzo ancora da punzonare e una parte per i semilavorati da piegare. È un nostro polmone che indicativamente ci assicura 4/5 giorni di lavoro. Abbiamo dovuto adeguare tutto il sistema di programmazione che ragiona con largo anticipo solo per quanto riguarda l’approvvigionamento della materia prima, mentre per la produzione si ragiona con una logica quasi just in time. Sapendo con chiarezza la data per cui i particolari devono essere pronti, circa cinque giorni prima si punzona il materiale che viene “parcheggiato” nel magazzino per poi essere piegato con un margine di manovra di un paio di giorni rispetto alla data prevista per l’assemblaggio. Sostanzialmente il tempo di percorrenza di un pezzo all’interno dell’impianto è di 5 giorni che è poi il margine a nostra disposizione rispetto al momento in cui sarà montato e assemblato per essere consegnato”.
Tra la punzonatura e la piegatura lasciano circa due giorni poiché in Galletti realizzano dei “job” di lavoro molto grandi con macronesting che consento di ottimizzare al massimo l’uso della lamiera. La pannellatrice P4 integrata nell’impianto è la macchina che assicura la possibilità di piegare con estrema velocità e affidabilità e di rispettare le date previste. I tre giorni di margine per questa fase sono semplicemente legati a una valutazione del rischio fatta a monte che tiene conto anche degli eventuali e accidentali fermi macchina.
Insomma, in Galletti nulla è stato lasciato al caso. Lo testimonia anche il fatto che la P4-2516 è stata affiancata da una cella di piegatura robotizzata Roboformer da 2 m con cui vengono piegati i particolari più piccoli. “La pannellatrice è una gran macchina ma con dei limiti legati alle dimensioni e allo spessore dei pezzi lavorabili” afferma Masina che anche in questo caso dimostra una padronanza e conoscenza della propria realtà produttiva oltre a una competenza tecnologica fuori dal comune. “La Roboformer, nonostante “viaggi” su tre turni e abbia dei livelli di manutenzione bassi, è sicuramente più lenta rispetto alla pannellatrice ma offre delle possibilità in più. È come se le due macchine si compensassero a vicenda; abbiamo quindi deciso di sfruttare le specifiche caratteristiche di ognuna suddividendone l’uso a seconda delle famiglie dei prodotti: quelli più standardizzati e più maturi, con numeri e cadenze produttive importanti, che non richiedono un set-up macchina frequente, li eseguiamo sulla cella di piegatura robotizzata, gli altri, invece, sulla pannellatrice per sfruttarne al massimo le doti di flessibilità”.
Qui la punzonatrice rimane regina
Un’altra particolarità dell’attività produttiva della Galletti è legata al ruolo da protagonista assoluta che conserva la punzonatrice, regina indiscussa del taglio lamiera fino all’avvento della tecnologia laser, poi relegata a compiti secondari, eccezion fatta per quegli ambiti produttivi in cui la natura dei pezzi è tale da richiedere quelle lavorazioni tipiche della punzonatura. È questo il caso di Galletti che dovendo produrre per lo più pannelli ricchi di bugnature e deformazioni ha trovato nel centro integrato di punzonatura-cesoiatura Salvagnini S4 la macchina ideale per le proprie esigenze. “Le potenzialità dei moderni sistemi di taglio laser in fibra potrebbero contribuire a rendere ancora più performante l’attività produttiva” continua Masina. “Ne siamo consci e ci stiamo ragionando per il futuro”.