Il cambio stampi è sinonimo di competitività
C.T. Lavorazione Lamiere è specializzata nella produzione conto terzi di arredi tecnici e tecnologici per ogni genere di laboratorio e ufficio, ambito per il quale la trentennale esperienza, unita al livello professionale raggiunto, sono garanzia dell’elevata qualità degli arredamenti offerti. Qualità cui contribuisce in modo sostanziale un efficiente reparto di piegatura in cui due presse piegatrici LVD ToolCell con cambio utensili automatico hanno trasformato il potenziale collo di bottiglia del ciclo produttivo in un plus strategico fondamentale per la competitività dell’azienda.
di Fabrizio Garnero
“Partendo dalla planimetria dell’edificio costruiamo il nuovo ambiente di lavoro pezzo dopo pezzo, per poi consegnare chiavi in mano un nuovo laboratorio” esordiscono il signor Campo e il signor Turelli, titolaridell’azienda che ci riceve e ci accompagna nel corso di questa visita. “Non necessariamente costruiamo da zero un laboratorio – proseguono i nostri interlocutori – se si può si modifica l’esistente. Il nostro punto di forza è costituito dalla professionalità che possiamo mettere in campo, oltre al rapido servizio di evasione e alla competitività nel prezzo e nelle condizioni che possiamo applicare”.
Precisione ma anche qualità estetica
Tavoli, banchi di lavoro, arredamenti per laboratori di analisi, cappe chimiche, pareti tecniche, elementi per arredo urbano e arredamenti per negozi e supermercati. La produzione di C.T. è un mix estremamente variegato di componenti metallici customizzati. “Così come fa il sarto che cuce addosso al cliente il vestito fatto su misura, noi siamo degli arredatori sartoriali e ci comportiamo allo stesso modo; costruiamo tutti i componenti di un laboratorio o ambiente di lavoro qual si voglia in base alle specifiche esigenze del cliente e alle dimensioni dell’ambiente in cui va inserito” spiega ancora il signor Turelli. “A volte partiamo anche da un disegno o progetto fornitoci direttamente dal committente che però nel 100% dei casi dobbiamo ottimizzare dal punto di vista della fattibilità, migliorando la geometria di molti elementi per renderla tecnologicamente realizzabile ed economicamente convenite, strizzando l’occhio anche all’ergonomia della postazione di lavoro”.
Nella maggioranza dei casi, parliamo di particolari in lamiera, anche zincata, assemblati cui viene richiesta una precisione molto elevata oltre che una valenza estetica assoluta. “La precisone viene data quasi per scontata – afferma ancora il signor Turelli – mentre un aspetto fondamentale che nel nostro caso fa la differenza è la finitura estetica dei vari arredi, cosa che consideriamo come il nostro biglietto da visita. Ciò implica una cura maniacale in ogni fase del processo produttivo, dal taglio – che eseguono per lo più con una punzonatrice avendo la necessità di ottenere dei semilavorati praticamente finiti – alla piegatura e pannellatura fino all’assemblaggio e saldatura; insomma tutte quelle lavorazioni che concorrono alla qualità estetica dell’arredo”.
Il connubio tra software macchina e cambio utensili automatico
Precisione e qualità sono i mantra di C.T. Lavorazione Lamiere per cui hanno una cura quasi artigianale per ogni dettaglio. Un’attenzione che trova riscontro nella scelta delle macchine adottate nel proprio reparto di piegatura, vero e proprio fulcro dell’attività produttiva dove prende forma ogni singolo particolare prodotto e da cui dipende in modo sostanziale la sua qualità. Non a caso, quindi, la scelta è ricaduta su tre presse piegatrici LVD, una tipologia di macchina ritenuta da sempre innovativa e capace di assicura una qualità di piega ottimale che, come vedremo in seguito, in questo caso, contribuisce in maniera sostanziale anche all’efficienza complessiva dell’intero ciclo produttivo. Parliamo infatti di una pressa LVD Easyform 220/42 (220 tonnellate per 4080 mm) ma soprattutto di due piegatrici LVD ToolCell 135/30 (135 tonnellate per 3.060 mm) con cambio utensili automatico con cui è stato ottimizzato e reso efficiente il reparto che, in virtù dei frequenti cambi di prodotto e dei conseguenti riattrezzaggi macchina, avrebbe potuto rappresentare il potenziale rellentamento dell’intera produzione creando inefficienze e ritardi a valle di questa fase. Competenza e lungimiranza hanno invece fatto sì che le scelte fatte trasformassero un potenziale “pericolo” in un plus importante.
“Scegliere di adottare le piegatrici ToolCell con il cambio stampi è stato un po’ un azzardo poiché in quella fase LVD non la spingeva in modo così deciso come invece avviene oggi. La tenevano un po’ dietro alle quinte” racconta il signor Turelli. “A noi è piaciuto fin da subito il software di gestione e programmazione della macchina che storicamente è uno dei punti forza di LVD. Intuivamo però l’enorme potenzialità del cambio stampi automatico anche se, di fatto, non avevamo elementi concreti per sapere se questa soluzione potesse realmente essere la scelta migliore per la nostra realtà produttiva. È stata quindi una scommessa che abbiamo deciso di accettare in conseguenza del fatto che il mercato è radicalmente cambiato negli ultimi anni; anche nel nostro lavoro, non ci sono più le serie e i quantitativi sono ormai sempre più esigui poiché i particolari da realizzare sono estremamente diversificati. Avevamo quindi bisogno di essere ancora più flessibili ed efficienti in produzione e, in quest’ottica, la fase di piegatura è quella più a rischio poiché i frequenti riattrezzaggi macchina, in molti casi, creano enormi inefficienze all’interno delle aziende. Abbiamo quindi capito che questo tipo di macchina ci avrebbe dato qualcosa in più dal punto di vista produttivo abbassando drasticamente i tempi di riattrezzaggio macchina e velocizzando quindi la fase di piegatura; saremmo stati, insomma, più efficienti”.
Tutti gli utensili sono integrati in macchina
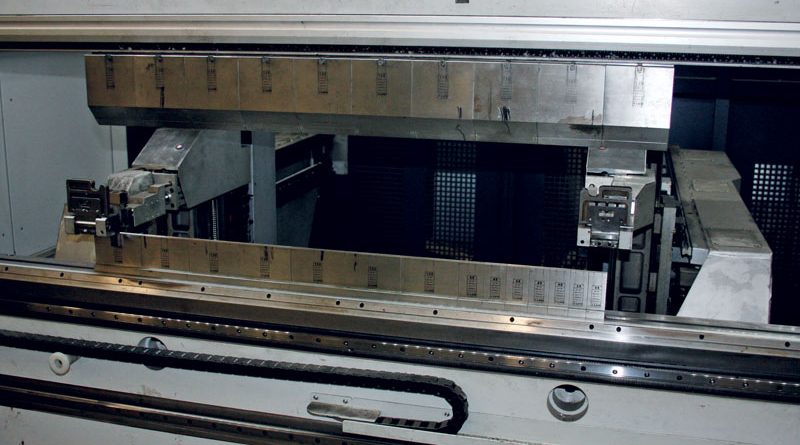
Tanti codici ma piccoli quantitativi, il che significa continui riattrezzaggi della macchina ragion per cui il cambio stampi automatico andava a rendere più efficiente questa fase cruciale sollevando l’operatore non solo dall’attrezzaggio fisico ma anche dal rischio di commettere degli errori poiché è il CN della macchina a gestire tutta l’operatività. L’operatore deve semplicemente guardare a monitor come girare il pezzo secondo la sequenza di piega corretta poiché è la piegatrice a gestire in automatico tutto quanto sulla base della programmazione effettuata offline dall’ufficio tecnico. È il connubio tra software macchina e cambio utensili automatico ad avere convinto C.T. Lavorazione Lamiere della bontà di questa soluzione LVD e della sua potenzialità, poi confermata dalla pratica quotidiana in officina. La ToolCell rende qualsiasi applicazione di piegatura più facile e più produttiva in quanto minimizza il tempo speso per il set up utensili essendo veloce e altamente affidabile. Si tratta di un sistema integrato di cambio utensile automatico che immagazzina utensili superiori e inferiori.
Nel magazzino trovano spazio due serie complete di utensili superiori a posizionamento automatico (punzoni) e cinque serie complete di utensili inferiori (matrici Vee). Tutti gli utensili sono contenuti all’interno della macchina e vengono automaticamente cambiati in base alle esigenze del lavoro – riducendo in modo significativo il tempo di cambio degli utensili per una migliore produttività della piegatura.
Il primo pezzo è buono!
Un altro plus importante della piegatrice LVD è la tecnologia brevettata Laser Easy-Form® per la correzione e il monitoraggio dell’angolo all’interno del processo cosa che assicura angoli di piega assolutamente precisi fin dal primo pezzo prodotto; il primo pezzo è buono. L’Easy-Form trasmette le informazioni digitali in tempo reale all’unità di comando CNC, la quale le analizza e regola immediatamente la posizione del punzone per ottenere l’angolo corretto. Tutto questo senza mai interrompere il processo produttivo. La tecnologia Easy-Form Laser permette alla macchina di adattarsi alle variazioni del materiale quali spessore della lamiera, incrudimento e senso di laminazione, compensando automaticamente qualsiasi cambiamento. “Anche questo è un aspetto che ci ha fatto propendere per la scelta di queste macchine con cui difficilmente si buttano via dei pezzi. Sono quasi praticamente stati eliminati gli scarti” spiega ancora il signor Campo. “Questa è poi la ragione alla base della terza piegatrice installata in officina, la Easy-form 220/42 da 4 m con cui abbiamo completato verso l’alto il nostro parco macchine per andare così a coprire anche quelle esigenze di piegatura marginali rispetto al nostro core business in virtù delle grosse dimensioni dei pezzi e per cui il disporre del cambio stampi automatico è meno fondamentale. È un’ottima macchina che usiamo un po’ meno rispetto alle altre due in ragione della tipologia di pezzi che caratterizza maggiormente la nostra attività. Infatti, è praticamente dedicata ai lavori più di serie per cui sarebbe inutile usare le altre piegatrici con il cambio stampi. Con le piegatrici da 3 m a volte facciamo 30 cambi stampi in un giorno mentre la Easy-form la si sfrutta in modo diverso per i quantitativi più cospicui per cui, una volta attrezzata, si porta a termine la produzione”.
Calcola in automatico la migliore sequenza di piegatura
Tolto il cambio utensili e le dimensioni, le piegatrici LVD installate presso C.T. Lavorazione Lamiere sono comunque macchine simili essendo caratterizzate dall’uso del sistema Laser Easy-Form® e da un software di programmazione molto facile e intuitivo. Il software integrato CADMAN® basato su database di LVD consente infatti di semplificare il processo di fabbricazione completo e lo rende più efficiente e produttivo. CADMAN è un sistema di programmazione completo per la progettazione, la pianificazione della produzione, la generazione automatica del programma e la gestione dello sviluppo, punzonatura, taglio laser e piegatura dei laminati metallici.
CADMAN-B, in particolare, definisce lo standard per il software CAM di piegatura. Dopo aver importato un pezzo CAD 3D, CADMAN-B spiega automaticamente il pezzo, calcola con precisione le tolleranze di piega delle presse piegatrici, crea il file DXF 2D e determina la migliore sequenza di piegatura, gli utensili, le posizioni dell’utensile e del registro – rendendo più semplice la programmazione delle parti deformate. Un ambiente di simulazione visualizza il processo di piegatura completo con il rilevamento delle collisioni 3D dall’inizio alla fine, tutte le posizioni dei riscontri e le configurazioni degli utensili.