La cella di marcatura laser ha il cuore robotico
In collaborazione con ABB, LASIT ha realizzato una cella robotizzata di marcatura laser delle fusioni dei blocchi motore di una delle primarie case automobilistiche italiane. Il cuore di questa cella è il robot ABB da 20 kg a sei assi, cui sono fissate la testa di scansione 3D, il laser, il sistema di visione e il misuratore di distanza.
di Mario Lepo
LASIT ha realizzato un sistema robotizzato per la marcatura delle fusioni dei blocchi motore con un robot antropomorfo ABB a sei assi integrato in una cella. La collaborazione con ABB ha permesso di realizzare un sistema innovativo con una tecnologia in grado di implementare la produttività di una delle più grandi e famose aziende automotive italiane. Il cuore di questo sistema laser è la cella in acciaio saldato con all’interno il robot ABB da 20 kg che permette, con i suoi 6 assi, di raggiungere qualsiasi posizione sui lati esposti della fusione assicurando la massima flessibilità per la marcatura laser dei codici.
L’efficienza nasce dagli shuttle di movimentazione
Dopo le regolari operazioni di rifinitura, gli operatori caricano le fusioni sui tre shuttle che entrano, uno alla volta, nella cella. Ogni shuttle è movimentato attraverso un servomotore Siemens dotato di cremagliera rettificata e monta un sistema di scansione che verifica la forma del pezzo e la sua posizione. Ogni stazione ha una propria consolle, mentre una quarta viene utilizzata per il set up e la diagnostica.
Gli shuttle rappresentano una componente fondamentale per l’efficienza dell’intero sistema e sono costituiti da una piattaforma mobile che si inserisce a filo con il banco di sbavatura realizzando una superficie continua sulla quale l’operatore può agevolmente lavorare. La piattaforma ha due bordi fissi in polizene che servono a limitare la mobilità del pezzo per non comprometterne la posizione.
Il loro movimento è gestito da guide Star Rexroth a circolo di sfere protette dalla polvere e montate sotto il profilo così da prevenire ulteriormente la contaminazione dovuta a residui di sabbia. Il sistema è stato inoltre equipaggiato con una serranda pneumatica che chiude il vano lasciato vuoto dal carrello.
Gli shuttle non prevedono alcuna specializzazione poiché è il sistema di visione a occuparsi dell’oggettivazione dei particolari da marcare, ricoprendo la totalità dell’area del campo di lavoro. Prendiamo in esame il caso in cui la fusione venga mal disposta, non allineata o posizionata oltre un angolo limite: la macchina genera un allarme sonoro e lo shuttle esce dalla cella per far riposizionare il pezzo dall’operatore.
La macchina, se connessa a un SMTP server, può automaticamente inoltrare un’email ad uno o più indirizzi preimpostati con le specifiche dell’anomalia.
Risultati sempre perfetti anche in presenza di forti disallineamenti
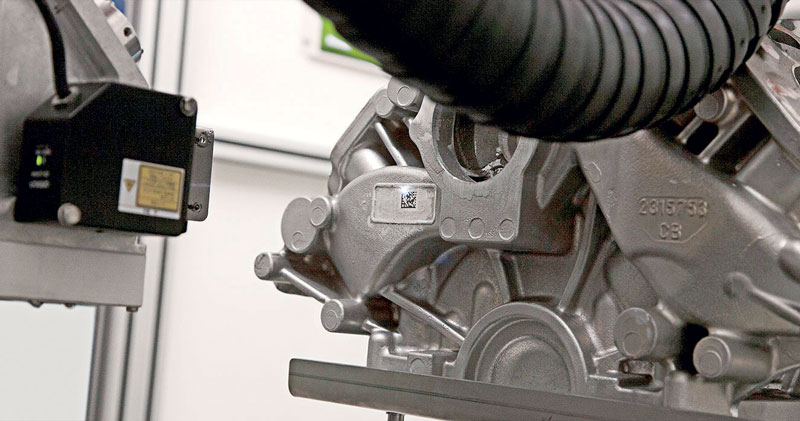
Il cuore di questa cella è naturalmente costituito dal robot antropomorfo a sei assi di movimentazione, cui sono fissate la testa di scansione 3D, il laser, il sistema di visione e il misuratore di distanza.
Il sistema di visione per il riconoscimento dell’area di marcatura è costituito da una telecamera solidale alla testa di marcatura che identifica il rettangolo predisposto sulla fusione dove avrà luogo la marcatura e permette al laser di orientarsi correttamente.
Mentre la fusione entra nella cella, il robot posiziona il sistema 3D in modo da scansionarla completamente: come risultato si ottiene una fotografia completa del pezzo in 3D che permette di individuare univocamente il pezzo all’interno del database della marcatrice. A questo punto il software istruisce il robot per permettergli di raggiungere la posizione di marcatura desiderata indipendentemente dall’orientamento del pezzo sul piano. Contemporaneamente viene inviato al laser il layout della marcatura aggiornando il contenuto del Datamatrix con il dato prelevato dal sistema di fabbrica aziendale del cliente. Un attimo prima dell’avvio della marcatura, un sistema di misura laser corregge la posizione del robot per garantire la messa a fuoco del laser.
“Abbiamo verificato, con prove di laboratorio che la tolleranza di messa a fuoco è di ±3 mm” afferma Giò Ievoli, Sales Manager di LASIT. Ciò nonostante, la misura della distanza di messa a fuoco e la conseguente correzione attraverso gli assi contribuisce a garantire risultati sempre perfetti anche in presenza di forti disallineamenti. Il calcolo dell’orientamento del piano da marcare avviene attraverso la misura di almeno tre distanze di messa a fuoco in tre punti distanti fra loro”.
Alla fine del processo, il robot posiziona il lettore Datamatrix Cognex esattamente sulla marcatura in modo da verificarne il grading. Il risultato della marcatura viene inviato sia al sistema di fabbrica sia al monitor dell’operatore, poi lo shuttle viene riportato al banco e l’operatore può scaricarlo e caricare il pezzo successivo.
All’interno della cella di marcatura è stato inoltre prevista l’installazione di un sistema di videosorveglianza che registra tutte le attività in modo da poter risalire alle cause in caso di malfunzionamento del sistema come un’errata lettura del sistema di visione o un errore del robot. Infine, l’interfacciamento con MES permette alla macchina di dialogare con il sistema di tracciabilità della produzione del cliente.