
Da carpenteria artigianale a smart manufacturing
Trent’anni di storia e di continuo rinnovamento: la Carpenteria Santarelli, PMI tutta italiana e a gestione famigliare di Calusco d’Adda (BG), fin dalla sua nascita ha avuto un occhio di riguardo per le innovazioni tecnologiche, cercando sempre di avere al suo interno un parco macchine il più avanzato possibile. Per questo motivo ha recentemente acquistato due macchinari targati Warcom, un sistema di taglio laser W-Fiber 25-60 e una pressa piegatrice DINAMICA 50-500, con l’obiettivo di efficientare la propria produzione. Abbiamo incontrato Sergio ed Elvis Santarelli, proprietari della carpenteria omonima, e Paolo Robazza, titolare insieme al fratello Alberto di Warcom, per parlarci di queste due novità.

Il sistema di taglio laser W-Fiber 25-60 Warcom installato presso Carpenteria Santarelli. 
Sergio (a sinistra) ed Elvis Santarelli titolari dell’omonima Carpenteria specializzata, tra le altre cose, nella produzione di macchinari per il petrolchimico.
“Siamo partiti 30 anni fa con un capannone di 250 m2, oggi siamo in uno di 2.500 m2; la nostra azienda si è evoluta molto in questi anni, puntando sempre alle nuove tecnologie”, racconta Sergio Santarelli. L’officina Santarelli è specializzata in carpenteria meccanica e strutturale, con lavorazioni che vanno dalla punzonatura, al taglio plasma e laser, fino alla saldatura robotizzata. Inoltre, costruisce contoterzi macchinari completi per la lavorazione della vergella e del filo, e macchinari sul petrolchimico che servono per la pulizia dei metanodotti e oleodotti sulle piattaforme petrolifere. “Ci siamo attrezzati per fare un po’ di tutto – spiega Elvis Santarelli – per il semplice fatto che il lavoro non è sempre stabile, quindi è importante riuscire a diversificare: infatti, siamo attrezzati con macchinari grossi con cui però riusciamo a fare all’occorrenza anche il piccolo, per esempio nel caso in cui il cliente voglia un pezzo grande ma con rifiniture piccole”. Il parco macchine della Carpenteria Santarelli è ancora cresciuto con l’arrivo, nell’ottobre 2019, di due macchinari targati Warcom: una pressa piegatrice e un taglio laser in fibra, il primo istallato in azienda.

La pressa piegatrice Warcom DINAMICA 50-500 installata presso l’azienda di Calusco d’Adda. 
W-Fiber 25-60 dispone di campo di lavoro di 2.000 x 6.000 mm con sistema cambio pallet automatico.
Una testa di taglio innovativa per un sistema di grandi dimensioni
“Vent’anni fa – spiega Sergio Santarelli – non si utilizzava tanto il laser, ma era più diffusa la cesoia. Ormai, però, è una macchina che sta via via scomparendo, spesso rimpiazzata proprio dal laser”. Quello scelto dalla Carpenteria Santarelli è un sistema laser W-Fiber 25-60 con campo di lavoro di 2.500 x 6.000 mm di Warcom, completo di sorgente laser Precitec/Trumpf da 6 kW. “Oggi i clienti – afferma Paolo Robazza – preferiscono la tecnologia laser a quella plasma, perché assicura un taglio più preciso e netto. Credo che per la Carpenteria Santarelli la scelta di questa particolare macchina sia stata in qualche modo coraggiosa: è un macchinario con un’area di lavoro di 6 x 2,5 m, quindi di grandi dimensioni e importante sia come struttura che a livello economico. È sicuramente un modo per diversificarsi rispetto ad altre aziende, anche perché è una macchina che risponde a pieno alle caratteristiche di Industria 4.0”. Il basamento della macchina è una struttura monoblocco in carpenteria elettrosaldata, sottoposta a un trattamento termico di normalizzazione e sabbiatura. Questo trattamento e la lavorazione meccanica effettuata con macchine a CNC di ultima generazione garantiscono una linearità di 0,02 mm. Il portale è una struttura monoblocco ricavata da una fusione unica di alluminio; questa soluzione tecnologica è ideale per strutture soggette ad alte sollecitazioni meccaniche. Ciò assicura una velocità degli assi interpolati di 170 m/min, e un’accelerazione 2G.
La macchina è dotata di testa di taglio Procutter 2.0 Mod.Zoom con regolazione automatica del diametro del fascio laser secondo lo spessore che sfrutta la tecnologia W-Piercetec brevettata da Precitec con sensore nella testa che monitora e regola la potenza durante lo sfondamento per aumentare la velocità e la qualità dei piercing. Fra le innovazioni adottate rientra anche la W-View, che sfrutta una fotocamera digitale per visualizzare la zona di lavoro sul video del CNC Talento da 21” HD. La movimentazione longitudinale del potale sul basamento è denominata asse X, su cui è installata l’unità di taglio con movimentazione trasversale (asse Y) e verticale (asse Z). L’asse X è gestito da un sincronismo elettronico; mentre la movimentazione degli assi X-Y-Z è realizzata con motori digitali brushless a bassa inerzia ed elevato rendimento con trasduttore di posizione integrato, e la trasmissione avviene tramite pignone e cremagliera Wittenstein, in acciaio 16MN-CR5 sottoposto a trattamento termico di cementazione e tempra, adatti a sostenere elevate velocità e accelerazioni. L’errore di posizionamento meccanico della trasmissione è di 0,008 mm. Tutte le guide degli assi sono lineari a ricircolo di sfere precaricate, temprate e rettificate ad alta classe di precisione. La trasmissione dati tra motore e azionamento avviene tramite tecnologia digitale ad alta velocità Ethercat.

Il sistema di taglio laser W-Fiber 25-60 è dotato di sorgente laser Precitec/Trumpf da 6 kW che assicura risultati di taglio ottimali anche su spessori elevati. 
La DINAMICA 50-500 è a 6 assi con dispositivo di centinatura idraulica dinamica attiva DCS PLUS per il controllo delle flessioni e sensori per il controllo dello spessore in tempo reale.
Flessibilità ed efficienza in officina
La pressa piegatrice, invece, sempre targata Warcom, appartiene alla serie DINAMICA 50-500, e non è la prima con cui la Carpenterie Santerelli ha a che fare. “Avevamo già una piegatrice – spiega Sergio Santarelli – che ai tempi dell’acquisto era molto tecnologica; poi con gli anni è invecchiata e le innovazioni l’hanno resa quasi obsoleta. Abbiamo allora deciso di rimpiazzarla con il top di gamma di Warcom, insieme all’acquisto della macchina taglio laser per sostituire la cesoia e guadagnare in flessibilità”. La DINAMICA 50-500 è una macchina a 6 assi (Y1, Y2, X, R, Z1, Z2) con sistema di comunicazione in Can Bus e dispositivo di centinatura idraulica dinamica attiva DCS PLUS con estensimetri per il controllo delle flessioni e sensori di pressione per il controllo dello spessore in tempo reale (centralina idraulica indipendente). Questo dispositivo è completamente automatico, e controlla e gestisce la bombatura a loop-chiuso. Il sistema rileva, in termini assoluti e non teorici, le minime deformazioni della struttura attraverso due sensori, uno superiore posizionato nel pestone e uno inferiore posizionato nella traversa inferiore. La movimentazione verticale del pestone della DINAMICA avviene tramite doppie guide temprate e rettificate con cuscinetti a rulli in modo da ridurre al minimo l’attrito dinamico e il rumore dello scorrimento. Grazie a questo sistema di guide, le piegatrici della gamma DINAMICA possono raggiungere elevate velocità di avvicinamento e risalita garantendo alti standard produttivi. La corsa regolabile del pestone è di 400 mm così come la luce fra questo e la tavola è pari a 600 mm. Il calcolo dell’angolo avviene mediante dispositivo BCS by Data-M “Copra Laser Check”, con posizionamento motorizzato gestito dal CNC proprietario Talento, registro a quattro assi X, R, Z1, Z2 con motori can bus digitali e due torrette di riscontro motorizzate Z1/Z2. Il sistema Data-M controlla e corregge l’angolo di piega consentendo di ottenere tolleranze minime fin da primo pezzo del lotto di piegatura; il sistema rileva, infatti, il valore reale dell’angolo di piega in ogni stante durante la fase di piegatura. Alla flessibilità della macchina concorre anche il sistema di bloccaggio idraulico degli utensili di tipo WILA “Pro”.
“L’esigenza che ci ha portato ad acquistare questi due nuovi macchinari Warcom – spiega Elvis Santarelli – è stata quella di migliorare il nostro lavoro: sia da un punto di vista qualitativo, ma anche concorrenziale, perché, essendo macchine 4.0, possiamo ridurre le azioni manuali e velocizzare di molto la produzione. Inoltre, siamo riusciti a migliorare la precisione dei particolari, importante soprattutto per la fase di assemblaggio. In sintesi, l’obiettivo legato all’acquisto di nuove macchine era legato a un incremento di flessibilità ed efficienza in officina”.

Le macchine Warcom installate presso Santarelli, in particolare il taglio laser, sono espressione concreta di quella che può essere definita la svolta smart dell’azienda. 
Il calcolo dell’angolo avviene mediante dispositivo BCS by Data-M “Copra Laser Check” che rileva il valore reale dell’angolo di piega in ogni stante durante la fase di piegatura.
L’andamento del primo quadrimestre La svolta smart
Le macchine Warcom installate presso Santarelli, in particolare il taglio laser, sono espressione concreta di quella che può essere definita la svolta smart dell’azienda: sono macchine che rispondono alle esigenze di Industria 4.0, ovvero collegate al gestionale aziendale e in grado di “imparare” senza che vengano più fatti i “calcoli a mano”. “Inizialmente – afferma Elvis Santarelli – è difficile distaccarsi dalla modalità e dall’ottica tradizionali, ma fin da subito sono stati visibili i vantaggi. Per quanto riguarda i nesting, per esempio, prima dovevamo segnare tutto su dei fogli, ora invece basta scrivere le diverse commesse direttamente alla macchina, che automaticamente effettua il nesting del taglio e dà il riscontro per ognuna di esse. Anche a livello amministrativo è più semplice andare a capire cosa sia stato tagliato e di quale commessa si tratta. Invece in precedenza, tutto un lavoro era manuale”: scorporare commesse dai nesting e capirne i tempi. Stiamo cercando di integrare tutte le attività nel gestionale, anche le ore di lavoro dei nostri dipendenti”.
Il controllo numerico proprietario Talento con cui sono equipaggiatele macchine Warcom. 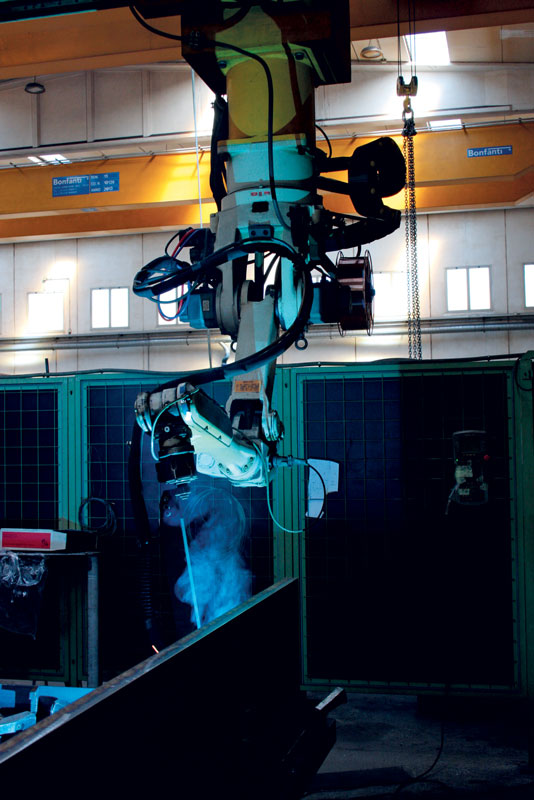
La cella di saldatura robotizzata installata presso Carpenteria Santarelli.
Obiettivo efficienza
Quello della Carpenteria Santarelli è stato quindi un investimento in efficienza a tutto tondo: non coinvolgendo solo le macchine che lo sono intrinsecamente data la tecnologia innovativa, ma partendo anche dagli uffici, il cui miglioramento si ripercuote in officina. Il processo di transizione a una realtà totalmente 4.0 non è immediato, ma già dall’inizio può rendere molto più efficiente la produzione e, se non soprattutto, la gestione del lavoro in generale. Quest’ultimo, inoltre, deve necessariamente cambiare: la tecnologia cambia il lavoro, per esempio l’operatore che prima saldava in prima persona deve diventare colui che programma la macchina o la cella di saldatura. Tra le “chicche” tecnologiche presenti in azienda, infatti, c’è una cella robotizzata per la saldatura. “L’abbiamo acquistata più di vent’anni fa – racconta Sergio Santarelli – perché avevamo molti lavori di saldatura. Non è una cella pensata per fare lavori sempre identici, in quel caso lì, secondo noi, non vale la pena impiegare il robot. È per lo più stata una scelta di qualità della saldatura: l’acquisto è stato necessario, ai tempi, per venire incontro ad aziende che richiedevano la saldatura di paratoie per dighe e similari. Oggi quel mercato si è fermato, ma la cella viene utilizzata per diversi altri lavori. Se non ce l’avessimo, avremmo bisogno di due o tre saldatori che lavorano solo su certe commesse per mesi; oggi saldatori specializzati, e bravi, sono difficili da trovare”.
L’apporto umano resta fondamentale, la presenza dell’uomo accanto alla macchina imprescindibile. “La macchina per il taglio laser – spiega Santarelli – aiuta molto la precisione in piegatura, soprattutto nell’angolo delle prime pieghe: quando si cambia materiale o piega, si fa “leggere” alla macchina la prima, la quale memorizza il dato e può poi lavorare in autonomia. È un classico esempio di quello che viene chiamato machine learning. In questo modo abbiamo potuto incrementare in modo importante la produttività, e rispondere alle urgenze che oggi molte aziende. Ma non è tutto; non basta avere una macchina al top di gamma, ci vuole anche un personale capace e dei piegatori che sanno gestirla al meglio per avere un prodotto finito di qualità”.