
La placcatura migliora le sue performance
Polysoude ha sviluppato una lancia di placcatura reclinabile per il processo TIGer in grado di gestire non solo l’interno o l’esterno di corpi cilindrici, ma anche geometrie di pezzi più complesse. Inoltre, grazie all’esclusiva funzione Patch per impianti di placcatura CNC, si semplifica la placcatura di aree non facilmente descrivibili in termini geometrici.
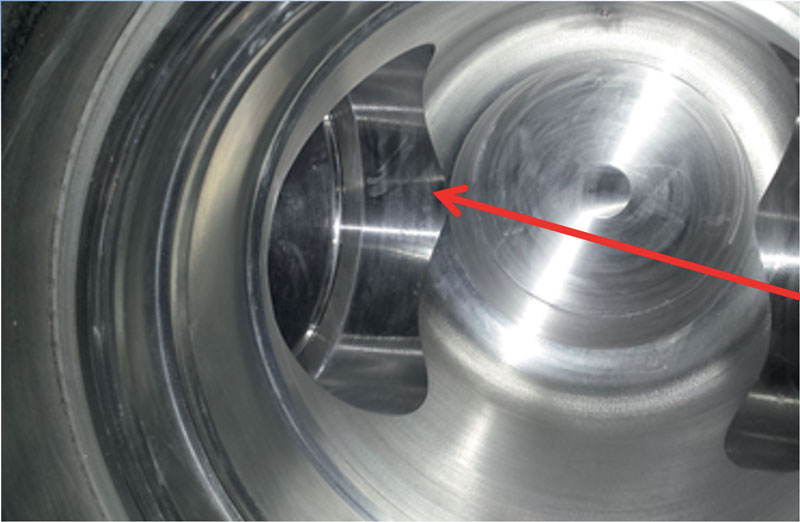
Sono ormai parecchi anni che l’azienda francese Polysoude gode di un’ottima reputazione nel settore dei rivestimenti saldati. Controller di processo, generatore, componenti del sistema meccanico, lance di placcatura sono il risultato di continui miglioramenti e di una stretta collaborazione con gli utenti finali. Nel 2013 Polysoude ha lanciato sul mercato l’esclusiva tecnologia TIGer, un processo a filo caldo TIG modificato. I due archi TIG rilasciati da una torcia bicatodo vengono controllati e trasformati in un unico arco con caratteristiche che differiscono notevolmente da un normale arco TIG. La maggiore concentrazione di energia consente infatti un notevole aumento della velocità di fusione, mentre la bassa diluizione tra lo strato e il metallo di base contribuiscono a soddisfare i severi requisiti degli standard e delle linee guida per la moderna placcatura. Le lance di placcatura TIGer sono state realizzate originariamente per la placcatura circolare o longitudinale dell’interno o dell’esterno di corpi cilindrici. In seguito, dalle eccezionali prestazioni del processo TIGer, specialmente se montato su una macchina CNC, è sorta la richiesta di gestire geometrie di pezzi più complesse. Nella progettazione di una lancia di placcatura devono essere prese in considerazione molte condizioni tecniche marginali, ad es. la posizione di saldatura che dipende dall’orientamento del pezzo da lavorare, dalla forma e dimensione della superficie da placcare, dalle caratteristiche delle macchine che sorreggono e guidano le lance sulle loro traiettorie (impianti Column&Boom, saldatrici longitudinali, sistemi gantry, ecc.). Sulla base di un’analisi completa dei problemi correlati, Polysoude ha sviluppato una torcia che può essere configurata per soddisfare la maggior parte dei requisiti tecnici.
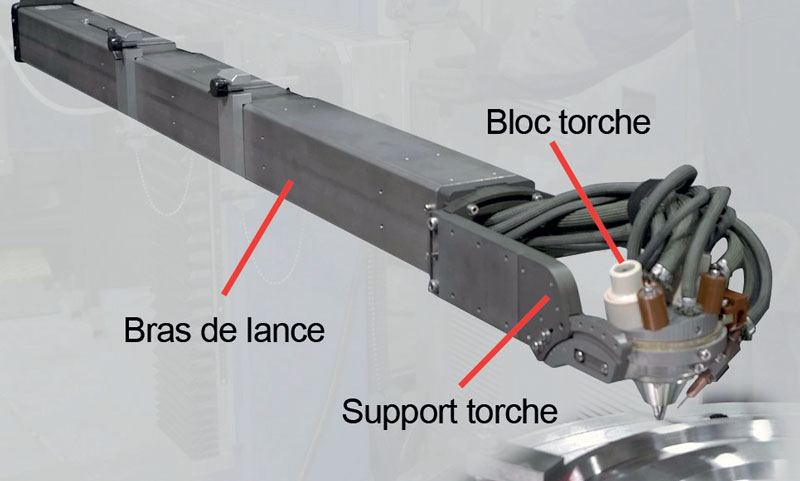
Lancia di placcatura reclinabile per il processo TIGer
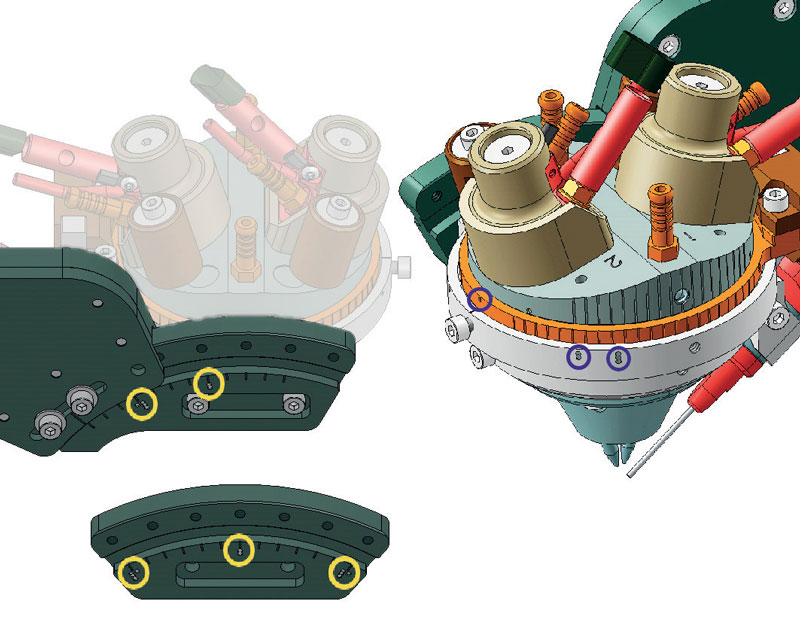
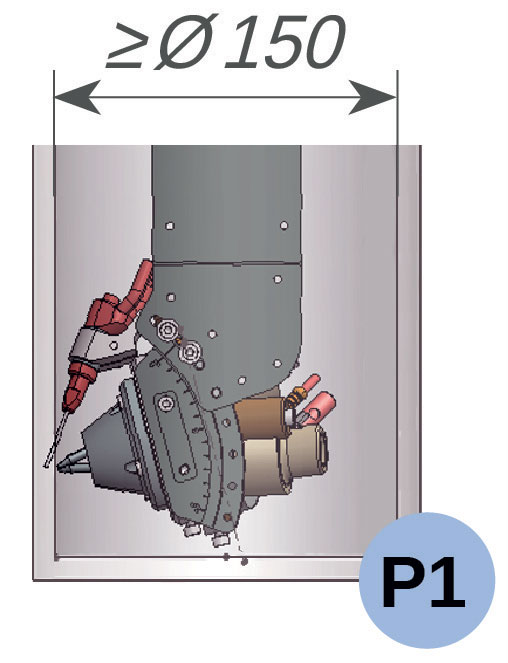
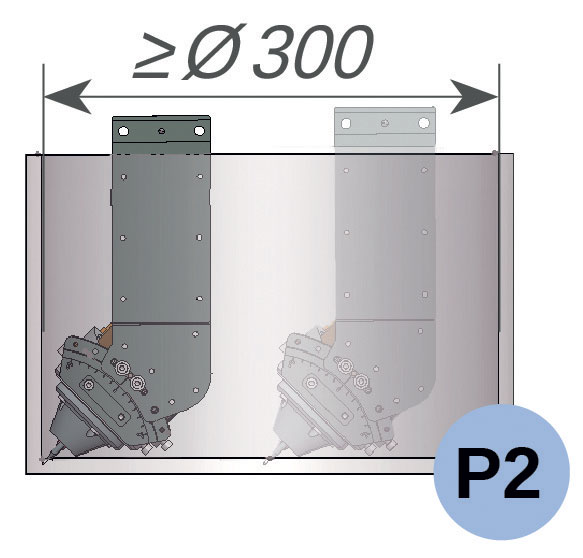
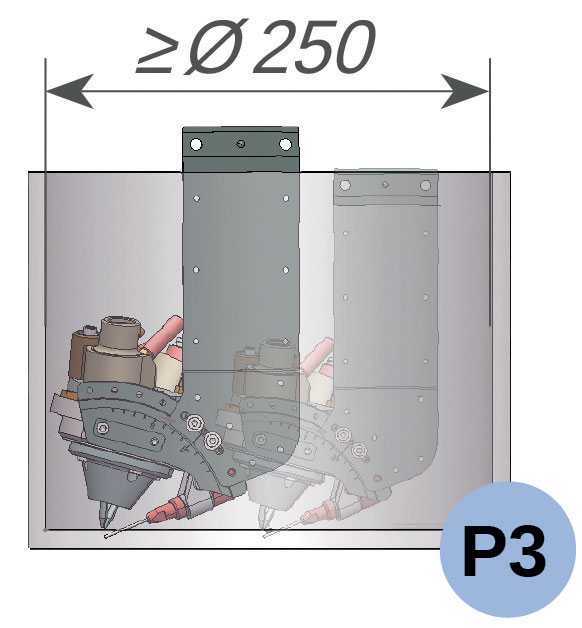
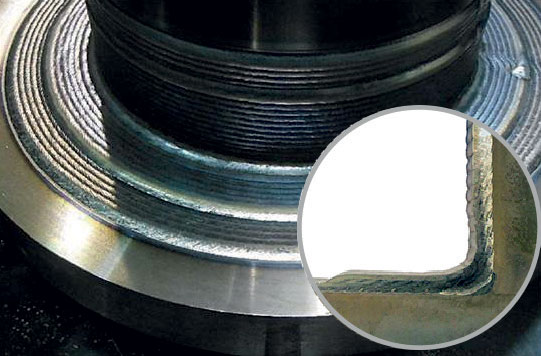
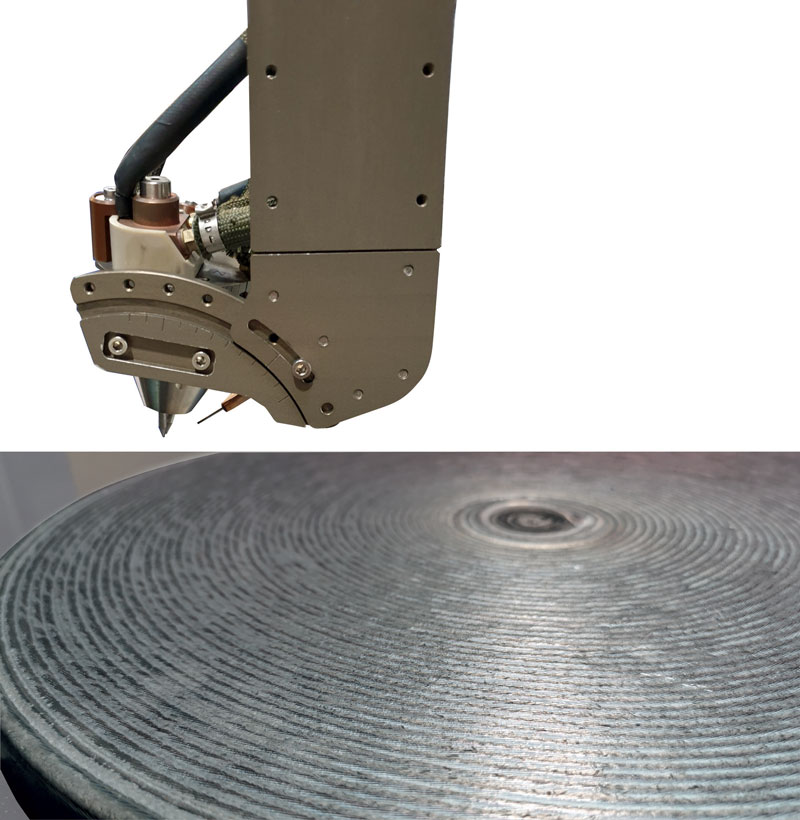
La lancia di saldatura reclinabile è composta da un braccio che permette di montare la lancia di placcatura sul suo lato destro o sinistro, a cui si aggiunge un blocco torcia regolabile, modulare e simmetrico. Per inserire la lancia è sufficiente un diametro del foro di soli 150 mm, la lunghezza dell’area rivestita può arrivare fino a 1 m. Il blocco torcia è regolabile lungo qualsiasi asse tramite una chiave a brugola, le due torce sono reclinabili indipendentemente l’una dall’altra in modo da rendere possibile la configurazione ottimale per ogni particolare operazione di placcatura. All’interno del ciclo di lavoro della torcia possono essere applicate due correnti di saldatura, una per elettrodo con un’intensità fino a 2 x 300 A, integrate da una corrente a filo caldo fino a 140 A. Per facilitare la messa a punto della lancia, sui vari componenti sono indicate le cosiddette posizioni preferenziali P1, P2 e P3. Per adattarsi all’applicazione desiderata, i punti di riferimento indicati sul blocco torcia e il settore utilizzato devono essere allineati. Allo stesso modo la guida del filo è montata su un anello di regolazione per facilitare l’individuazione della posizione migliore per un corretto impatto del filo. Entrando nel dettaglio: la posizione P1 è ideale per la placcatura interna di un corpo cilindrico, la posizione P2 viene scelta se l’impatto del filo adattarsi alla placcatura di un angolo e la posizione P3 è selezionata per la placcatura della parte inferiore di un pezzo. Il design modulare della torcia TIGer reclinabile è perfetto per la placcatura in posizione inclinata, l’orientamento degli elettrodi e l’impatto del filo possono essere diversi, quindi diventa possibile la placcatura in diverse in direzioni. I componenti per alte temperature o alte pressioni sono spesso dotati di flange che devono essere sigillate con giunti metallici circolari. Le scanalature nelle flange sono riempite da un rivestimento di sovrapposizione di saldatura, dopodiché l’intera superficie è placcata con una lega resistente alla corrosione. La geometria finale e la qualità della superficie sono ottenute mediante lavorazione meccanica.

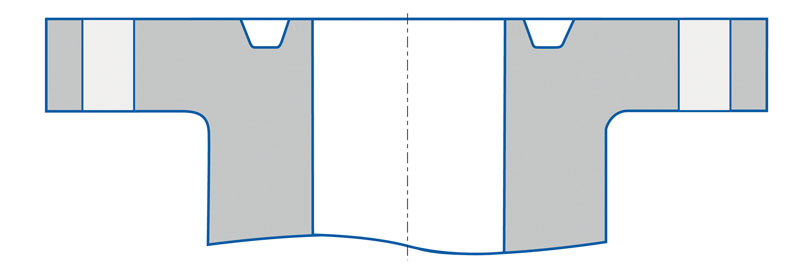
Le due fasi della placcatura
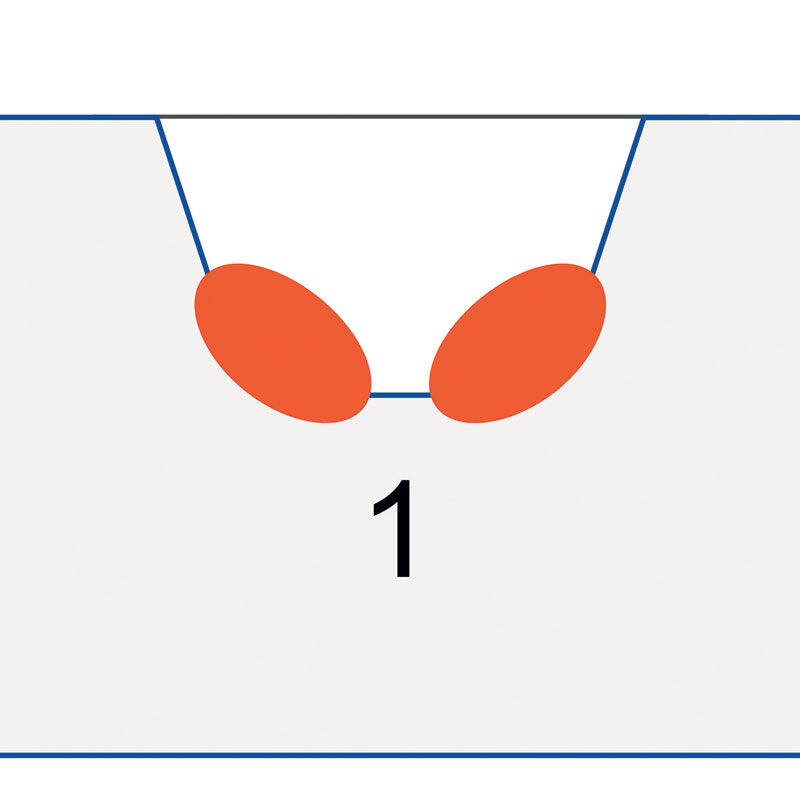
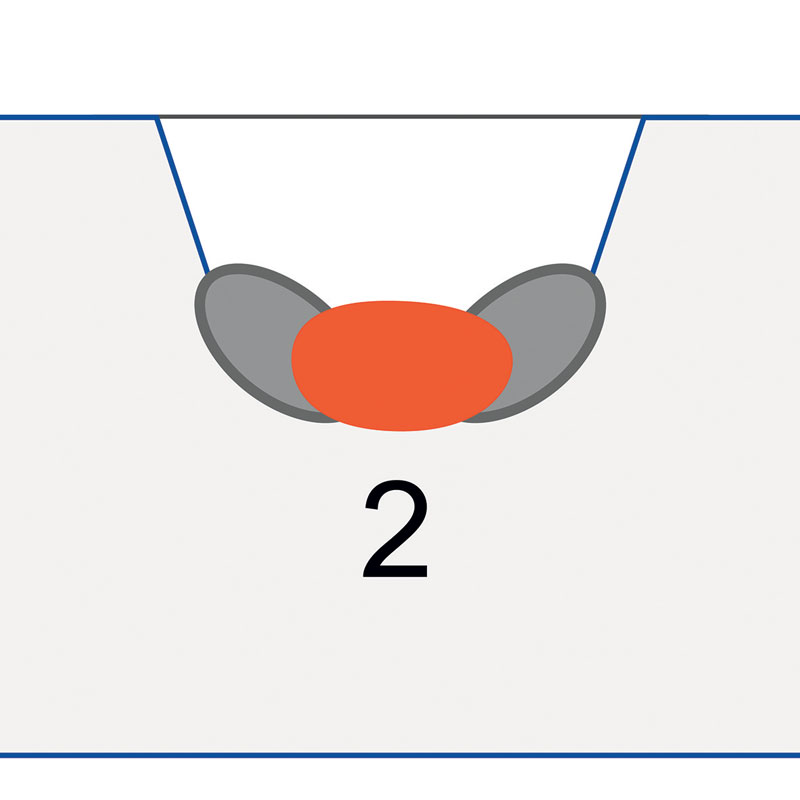
L’operazione di placcatura viene eseguita in due fasi: durante la prima viene riempita la scanalatura, mentre la seconda consiste nel depositare un rivestimento su tutta la superficie della flangia. Il riempimento della scanalatura inizia dagli angoli, abbinando la velocità di saldatura e la corretta impostazione del filo d’apporto. La torcia TIGer è inclinata, l’impatto del filo è regolato davanti all’arco. Successivamente vengono eseguite diverse passate di riempimento con la torcia TIGer perpendicolare alla superficie del fondo della scanalatura, i due elettrodi vengono posizionati in linea e l’impatto del filo avviene dietro l’arco. Nella seconda fase del procedimento la superficie della flangia viene rivestita con due strati; la torcia TIGer è posizionata perpendicolarmente alla superficie della flangia e dei due elettrodi, e il filo è impostato nella classica configurazione TIGer.
Innovazione anche software
Per gli impianti di placcatura con macchine CNC, ovvero del tipo Polyclad CN, Polysoude ha introdotto una funzione denominata “Patch” molto utile per aree non facilmente descrivibili in termini geometrici. La funzione è basata sul controllo della traiettoria della torcia e può essere applicata sia con il processo TIG a filo freddo e caldo, sia con la tecnologia TIGer. La scelta di “Didattica” semplifica la specificazione della zona da placcare. La superficie indicata viene placcata mediante un ciclo di placcatura in cui la torcia si muove avanti e indietro (con avanzamento indicizzato e inversione del senso di saldatura). La funzione Patch fa parte del menu “Cilindro” all’interno del software del controller della macchina CNC. La forma di ogni superficie viene specificata dalle coordinate di 4 punti che possono essere memorizzate sia per apprendimento sia per immissione diretta della loro posizione. Nella direzione di placcatura, i punti vengono memorizzati a coppie segnando i limiti della superficie da placcare. I punti di svolta della direzione sono interpolati dal software. Inoltre, grazie al particolare raggio di rotazione è possibile effettuare un’ulteriore correzione della velocità di saldatura. All’interno della modalità Patch è possibile attivare la funzione di riferimento; l’inversione automatica della direzione di placcatura serve a evitare arresti e partenze multiple durante il ciclo di placcatura. La combinazione tra una lancia TIGer reclinabile e la modalità Patch semplifica notevolmente la programmazione di geometrie complesse del pezzo, spesso le aree che in passato erano accessibili solo manualmente ora possono essere placcate automaticamente. L’intera attrezzatura per migliorare le operazioni di placcatura del riporto di saldatura è ora una realtà: oltre alla qualità senza rivali risultante dal processo TIG a filo caldo, la tecnologia TIGer può essere utilizzata per ottenere maggiori tassi di deposito mentre una lancia di saldatura reclinabile insieme al relativo software sono sinonimo di maggiore produttività. In questo modo è quindi possibile programmare e placcare praticamente tutte le geometrie del pezzo, da semplici corpi cilindri fino a penetrazioni complesse.