

Fatigue strength and service life calculation of gears
Bevel gear design is well-established. Flank geometry optimization is used worldwide to ensure satisfactory low-noise emissions and specifi c values for surface and bending stress. But what about calculating the service life of gears? To its familiar KIMoS (Klingelnberg Integrated Manufacturing of Spiral Bevel Gears) software package, Klingelnberg has added a module for calculating the service life of a bevel or hypoid gear set that is based on the latest R&D work in service life calculation.
Designing bevel gears is a rather complex task. Unlike cylindrical gears, bevel gears are always designed in pairs. The design engineer must take numerous conflicting objectives into account, including minimum dimensions, maximum load capacity, noise reduction, and ease of manufacture on shop floor machines.

But one aspect is often left out: What about the gear’s fatigue strength?
If the maximum load on a tooth does not exceed the load limits of the material, the tooth returns to its initial state after the load is removed. This assumption is valid for several hundred load applications. But when we are talking about several million load applications, damage will occur at much lower loads than the load limits of the material. This phenomenon is known as fatigue. Fatigue strength testing – a core competence of OEMs and Tier1 gear suppliers – is accomplished through time-consuming testing of transmissions. These tests are performed with an empirically defined load spectrum that inflicts the same damage that would occur under practical service conditions. One of the machines used for these endurance tests on bevel gears is the Oerlikon TS 30 bevel gear test stand.
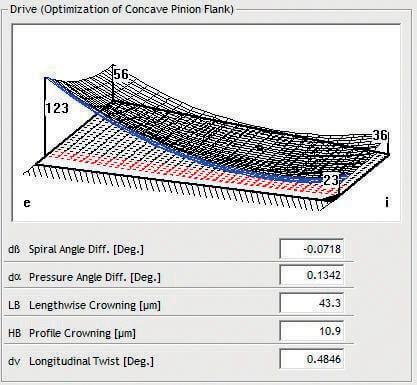
Fig. 2: Ease-off without tooth flank modification. 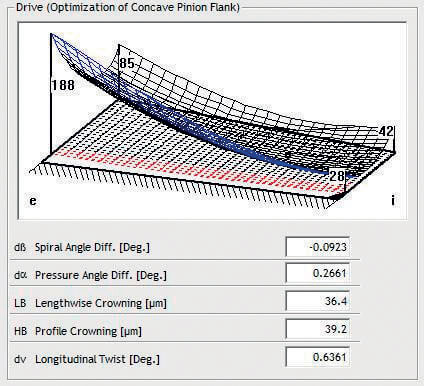
Fig. 3: Ease-off with tooth flank modification.
What if we could calculate the service life of a bevel gear instead of having to subject each design to costly, time-consuming tests?
In the latest version of KIMoS, Klingelnberg makes it possible to calculate a bevel gear’s service life for specific operational loads, as well as for Face Hobbing design and Face Milling. To calculate the fatigue strength of a bevel gear, three basic elements must be known: the precise shape of the gear, the properties of the material, and the running conditions of the gear set. All of these elements are taken into account in KIMoS. Fatigue strength is calculated using Miner’s rule based on the linear cumulative damage hypothesis. The cumulative damage to a gear pair can be predicted by combining the load spectrum, the load concentration on the tooth surface, as well as the bending stress in the tooth root and the cyclic stress-strain properties of the material. If the total cumulative damage for pitting and breakage is available, KIMoS can calculate the service life of the bevel gear set.
To generate a load spectrum with an extremely limited number of load cases, one of the counting methods must be used for the load cycles. If real load conditions comprising many different load cycles (for example with the rainflow method) are used to start with, these cyclic events can be counted, making it possible to convert real operational load cycles with an extremely reduced number of load cases into a load spectrum.
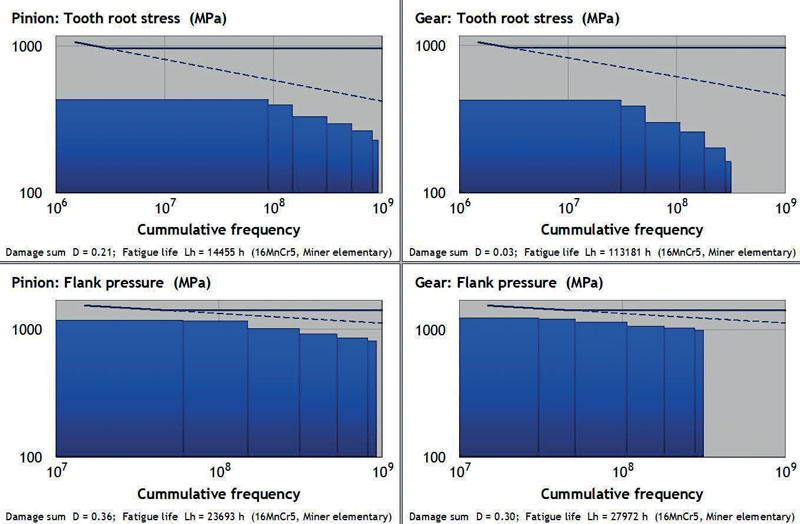
Fig. 4: Load spectrum and Wöhler curves of the gear without tooth flank modification. 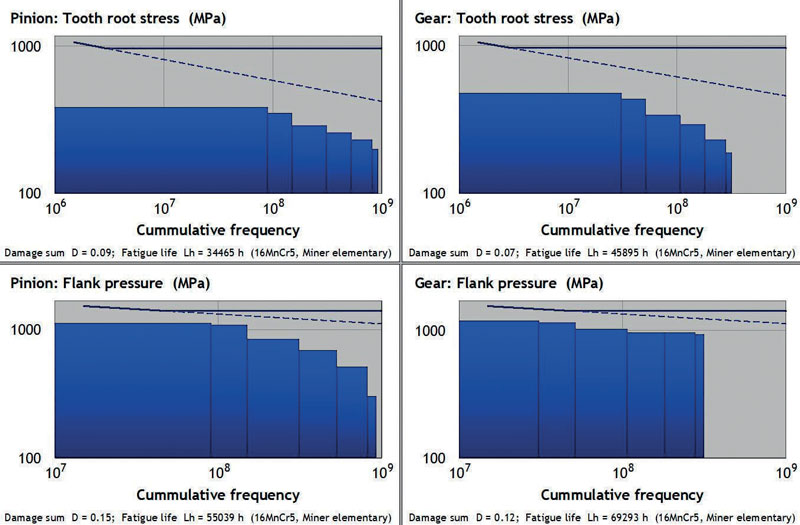
Fig. 5: Load spectrum and Wöhler curves of the gear with tooth flank modification.
Will service life calculation of toothed gears replace endurance testing in the future?
The answer is a clear no. But calculating the fatigue strength enables an extremely effective comparison of different designs. The expected service life of a gear pair can be estimated quite accurately when endurance test data exist for one of the designs. That is why KIMoS gives the design engineer the ability to create a design that not only meets the geometry and noise emission requirements, but also takes fatigue life into account.
The example shown in figures 4 and 5 shows two designs with the same dimensional data, but different with and without flank form modifications shown in figure 2 and 3. The toothed gear data are z=13/38 teeth, the outside pitch diameter of the ring gear is 250 mm, and the hypoid offset is 20 mm.
This example shows the potential of tooth flank modifications. The design on the left has a service life of approx. 14 000 h, which is limited by the tooth root stress on the pinion. The design on the right has a service life of approx. 34 000 h, but here, too, the calculated cause of failure will be tooth breakage on the pinion. Not only does KIMoS empower the design engineer to optimize noise behavior and load capacity, but it also enables service life optimization of a gear set for specific load cases. This paves the way for new potential in lightweight design and enables more efficient and robust gear design.
Nota sull’autore: Dr.-Ing. Hartmuth Müller è Head of Technology & Innovation presso Klingelnberg GmbH.