

La morsa autocentrante diventa mano di presa
La morsa autocentrante R-C2 di Schunk rivoluziona l’asservimento macchina utensile e si pone come alternativa al sistema pallettizzato, grazie alla sua duplice funzione: può fungere sia da morsa autocentrante per il bloccaggio pezzo sulla tavola macchina durante la lavorazione, sia da modulo di presa per la manipolazione e la movimentazione del pezzo su robot.
Nell’ambito delle lavorazioni meccaniche, l’asservimento automatizzato sta diventando sempre più diffuso anche in caso di lotti singoli o molto ridotti ed è una delle soluzioni più idonee per migliorare drasticamente la produttività, sfruttando la sinergia tra sistemi di presa e tecnica di serraggio.
SCHUNK presenta una soluzione innovativa sviluppata da Gressel, azienda svizzera del Gruppo, con storica esperienza nel bloccaggio pezzo: R-C2 la morsa autocentrante diventa anche mano di presa. R-C2 rivoluziona l’asservimento macchina utensile e si pone come alternativa al sistema pallettizzato, grazie alla sua duplice funzione: può fungere sia da morsa autocentrante per il bloccaggio pezzo sulla tavola macchina durante la lavorazione, sia da modulo di presa per la manipolazione e la movimentazione del pezzo su robot. Una cella dimostrativa realizzata da Quick Load, integratore di isole robotizzate con ventennale esperienza nel settore, mostra tutti i vantaggi di questa innovazione. Evitando grossi investimenti per un sistema di pallettizzazione e con pochi dispositivi di presa e serraggio, è ora possibile implementare un processo ottimizzato non presidiato per il carico e lo scarico della macchina utensile.
R-C2 rivoluziona l’asservimento macchina utensile e si pone come alternativa al sistema pallettizzato. 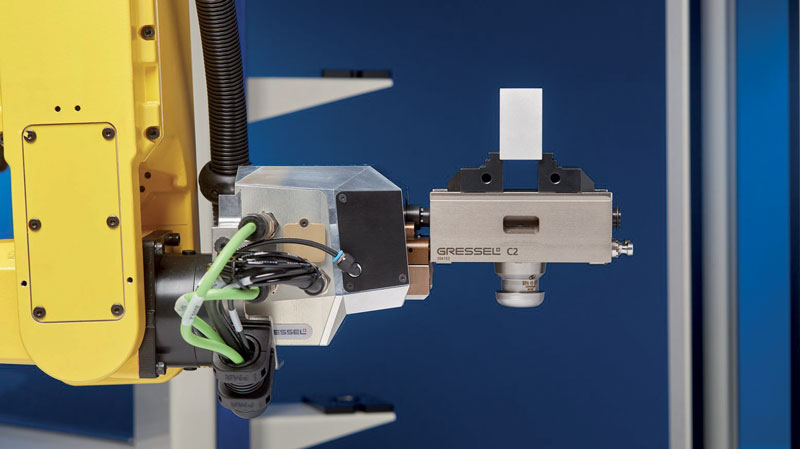
R-C2 rivoluziona l’asservimento macchina utensile e si pone come alternativa al sistema pallettizzato.
Un sistema innovativo a elevate prestazioni con doppia funzione
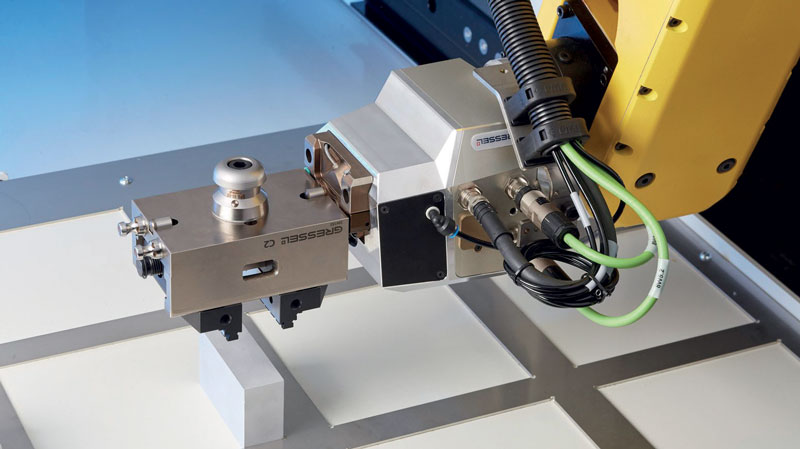
Sviluppato da Gressel in collaborazione con la divisione Sistemi di Presa SCHUNK, il sistema R-C2 si compone di due elementi: una morsa autocentrante a elevate prestazioni con mandrino completamente incapsulato, e un modulo di automazione montato sul polso del robot. Questo modulo è dotato di motore elettrico e di un attacco esagonale mediante il quale è possibile collegare e attuare la morsa per la presa pezzo. Il motore elettrico permette di regolare liberamente la forza di serraggio fino a 35KN (100 Nm) e di effettuare le funzioni di monitoraggio con tecnologia laser e RFID. Ricalcando il concept vincente della modularità e della standardizzazione dei componenti che contraddistingue l’assortimento SCHUNK, R-C2 è adattabile ai cambi rapidi per robot SWS e VERO-S NSR affinché possa essere integrato in svariate applicazioni di automazione.

Un’applicazione dimostrativa dimostra l’efficacia del sistema di presa
È stata realizzata un’applicazione dimostrativa composta da 3 aree, una dedicata alla lavorazione, un’altra al magazzino morse e la terza al magazzino pezzi. L’area di lavorazione è attrezzata con un rialzo in alluminio per favorire l’accesso ottimale al pezzo su cui è montato un modulo a punto zero per automazione VERO-S NSE A3 ottimizzato per utilizzo di pallet singoli, in modo da facilitare il carico-scarico robotizzato. Il magazzino morse presenta stazioni di appoggio e contiene diverse taglie di morse autocentranti KONTEC KSC compatibili con il sistema R-C2 e attrezzate con diverse ganasce a seconda delle esigenze. I pezzi grezzi e finiti sono, invece, stoccati in un magazzino a torre a controllo numerico realizzato da Quick Load, quale soluzione versatile e compatta, particolarmente adatta per pezzi medio-piccoli di qualsiasi forma con carrelli mobili trasportabili.

Per questa applicazione è stato scelto il robot modello MC20 dell’azienda giapponese Nachi, con payload di 20 kg e ripetibilità di ± 6mm. Una volta terminata la lavorazione di un pezzo, il modulo a punto zero VERO-S NSE A3 si apre e rilascia la morsa, il robot aggancia direttamente la morsa grazie al sistema R-C2 e scarica la macchina, depositando la morsa con il pezzo lavorato sul magazzino morse nella stazione di appoggio. Qui aggancia una nuova morsa con un pezzo grezzo già bloccato e la mette in macchina, dove avviene l’accoppiamento con il modulo a punto zero VERO-S NSE A3 e la lavorazione può iniziare. In parallelo alla lavorazione, il robot può tornare nuovamente nella stazione di appoggio del magazzino morse, dove aveva lasciato la morsa precedentemente utilizzata con pezzo finito, lo aggancia e lo scarica definitivamente nel magazzino pezzi finiti. Qui, preleva e blocca con la stessa morsa un pezzo grezzo per poi depositare morsa e pezzo grezzo bloccato nella stazione di appoggio. Da qui, il ciclo si ripete fino alla fine del lotto di produzione.