
L’arte di fare rettifica
A dispetto dell’emergenza sanitaria, United Grinding Group ha scelto di partecipare – come da tradizione – alla BI-MU, giunta quest’anno alla 32esima edizione. E come da tradizione, numerose sono state le macchine in mostra in rappresentanza degli otto marchi facenti parte del gruppo (Blohm, Ewag, Jung, Mägerle, Mikrosa, Schaudt, Studer, Walter).

L’attenzione di chi ha avuto modo di visitare lo stand di United Gringing Group in BI-MU lo scorso ottobre è stata probabilmente catturata da un modello in particolare, la cui carenatura è stata dipinta con un occhio fatto di forme in diverse tonalità di blu, con componenti disegnati con linee sottili, come se si potesse vedere attraverso il guscio metallico esterno della macchina. Stiamo parlando della rettificatrice S31 di Studer, la cui immagine è stata rielaborata dall’artista svizzero Ata Bozaci per una campagna promozionale iniziata nel febbraio di quest’anno che strizza l’occhio al mondo dell’arte. Un parallelismo neanche tanto lontano quello tra mondo dell’arte e tecnologia della rettifica, come ha spiegato Sandro Bottazzo, amministratore delegato di Fritz Studer AG e CSO responsabile delle vendite, dell’assistenza clienti e del marketing. “La rettifica è più di un semplice processo di lavorazione, perché richiede una perfetta conoscenza di svariati parametri. Chi possiede tale conoscenza, è padrone dell’arte della rettifica – “The Art of Grinding” – che è poi il claim della nostra campagna promozionale e che descrive al meglio l’essenza della nostra azienda. La rettifica è un’arte, e non tutti possono esercitarla con altrettanta precisione e qualità come noi di Studer”. Il modello simbolo della campagna commerciale è l’S31, sigla che identifica una linea di rettificatrici cilindriche universali Studer che comprende anche il modello S33. Scopriamo nel prossimo paragrafo le peculiarità di queste due macchine.
Produrre pezzi singoli e piccole o grandi serie
Oltre a svolgere operazioni di rettifica varie e complesse in modo preciso e affidabile, le rettificatrici S31 e S33 possono lavorare pezzi di piccole o grandi dimensioni con distanze tra le punte di 400, 650, 1.000 e 1.600 mm e altezza delle punte di 175 mm per la produzione di pezzi singoli e piccole o grandi serie. Con un asse B ad alta risoluzione di 0,00005°, la testa portamandrino orientabile consente un’efficiente rettifica esterna, interna e in piano con un unico serraggio. La macchina ha una struttura molto rigida, merito del massiccio basamento in Granitan® S103. Il comportamento termico ottimale assicura un’elevata precisione dimensionale, mentre la ghisa minerale compensa efficacemente le oscillazioni termiche. Studer ha infatti ridisegnato la geometria del basamento, con l’aggiunta di un sistema integrato di regolazione della temperatura per una produzione rapida e stabile. Il fissaggio del dispositivo di ravvivatura sulla doppia scanalatura a T della slitta longitudinale ha di fatto semplificato l’allestimento e la conversione della macchina. Un altro punto di forza che identifica il modello S31 è l’impiego delle guide StuderGuide® con elementi ammortizzanti in direzione del movimento.

Presso lo stand United Grinding Group in BI-MU, Jung ha presentato la nuova generazione (la terza) della rettificatrice ad alta precisione J600. 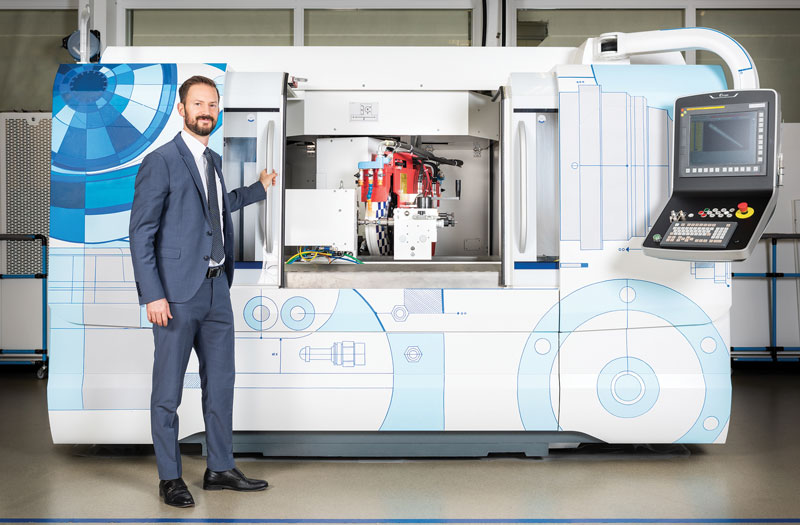
Sandro Bottazzo, amministratore delegato di Fritz Studer AG e CSO responsabile delle vendite, dell’assistenza clienti e del marketing, davanti a una rettificatrice S31 dipinta con i colori della nuova campagna promozionale.
Le rettificatrici S31 e S33 si basano sul sistema di slitte a T di Studer. La possibilità di raggiungere una corsa più lunga dell’asse X (370 mm) permette l’impiego di diversi tipi di testa portamandrino. È possibile scegliere tra la testa portamandrino a revolver con asse B a regolazione continua o con asse B con dentatura Hirth a 1°. La testa portamandrino a revolver può essere equipaggiata con diversi tipi di mole. L’utilizzo del software di misurazione delle mole Studer Quick-Set riduce i tempi di conversione fino al 90%. Per una programmazione sicura e un utilizzo efficiente della macchina, Studer propone il software StuderWIN. Sulla base di pochi dati, StuderTechnology calcola gli esatti parametri di rettifica in maniera automatica e in pochi secondi. Ad ampliare le funzionalità della macchina, anche alcuni moduli opzionali integrati: StuderForm, StuderThread e StuderContourBasic.
A governare le rettificatrici cilindriche universali Studer è il CNC Fanuc 0i-TF che, in caso di lavorazione ad alta velocità, può essere sostituito con un controllo Fanuc 31i-B. L’unità di comando manuale PCU consente di regolare la macchina durante il processo di rettifica. Con il rilevamento elettronico del contatto iniziale è possibile ridurre al minimo i tempi morti. Entrambe le rettificatrici sono automatizzabili grazie all’interfaccia del caricatore standardizzata.
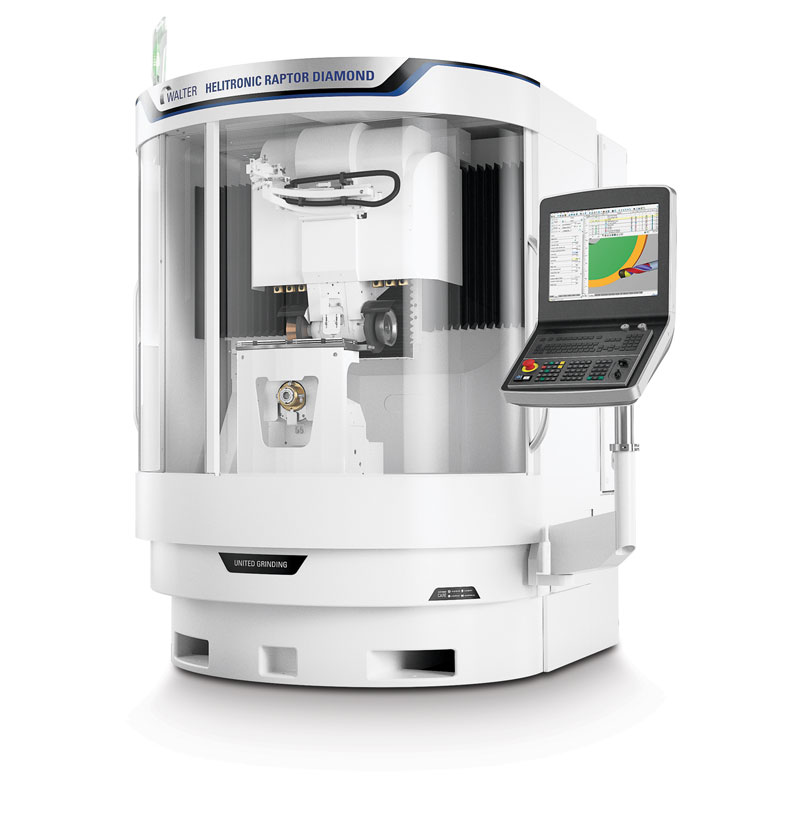
Macchina per elettroerosione e affilatura “Two-in-One” Helitronic Raptor Diamond di Walter. 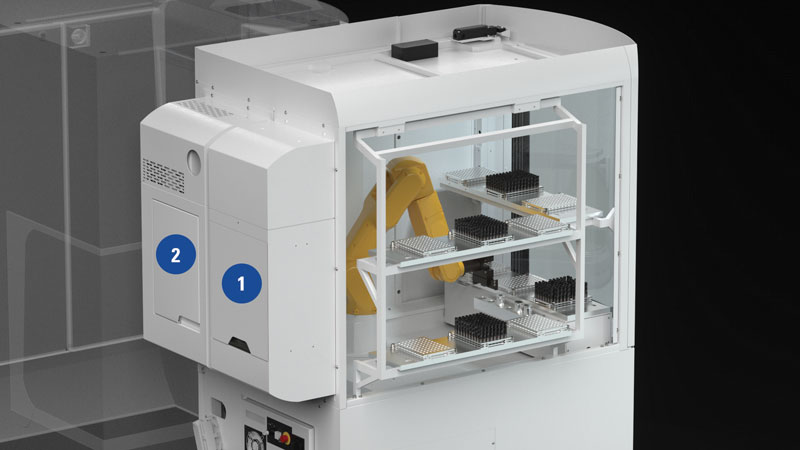
Caricatore robot con i moduli pulizia utensili (1) e marcatura laser (2) montati esternamente.
È arrivata la terza generazione
Rimanendo nell’ambito rettifica, presso lo stand United Grinding Group in BI-MU Jung ha presentato la nuova generazione (la terza) della rettificatrice ad alta precisione J600. Tale modello si identifica per il sistema di rilevamento della rettifica con tastatore integrato a propagazione acustica e i cicli di misura Jung. I cicli di misura vanno dalla semplice determinazione della posizione dei pezzi nell’area di lavoro alla misura del singolo pezzo. Questo modello è in continua evoluzione in modo da migliorare costantemente le proprie prestazioni in linea con le esigenze di un mercato sempre più esigente.
Presentata per la prima volta alla EMO del 2013, la macchina si è da subito collocata nel settore di fascia alta proponendo tecnologie sempre nuove in modo da renderla ancora più performante nella rettifica di precisione di geometrie e superfici piane. Con la seconda generazione della J600 si è registrato un upgrade, che ha permesso di garantire un’esatta ripetibilità dei risultati di rettifica, un’elevata qualità delle superfici piane e un adattamento personalizzato della macchina alle specifiche esigenze. Per quanto riguarda il CNC, anche la terza versione della rettificatrice J600 si basa sulla classica interfaccia utente Jung. La precisione e la flessibilità che identificano tale sistema lo rendono particolarmente apprezzato in applicazioni di rettifica complesse per la realizzazione di utensili e stampi.
Caricatore robot con i moduli pulizia utensili (1) e marcatura laser (2) montati esternamente. 
Marcatura laser sul gambo dell’utensile.
Elettroerosione e riaffilatura degli utensili
In BI-MU, riflettori puntati non solo sulla rettifica ma anche sull’elettroerosione con Helitronic Raptor Diamond, il più recente modello andato a completare il programma di macchine per EDM di Walter. Helitronic Raptor Diamond è una macchina flessibile e universale destinata all’elettroerosione e alla riaffilatura di utensili in PKD che utilizza il principio “Two-in-One” di Walter. Per le operazioni di EDM, adotta la Tecnologia Fine Pulse Technology. Con una frequenza più fine, gli utilizzatori possono infatti eseguire una finitura superficiale ottimale e un tagliente di alta qualità su un utensile in PKD senza per questo aumentare il tempo di lavorazione. La dotazione standard di Helitronic Raptor Diamond è pensata espressamente per il settore applicativo a cui si rivolge. Non sono previsti quindi un cambiamole o un cambiaelettrodi, un caricatore robot o un supporto idraulico per utensili. Come per tutte le altre macchine per elettroerosione e affilatura “Two-in-One” di Walter, la fornitura standard di questo modello comprende il portamola con interfaccia HSK. Su una macchina Helitronic Raptor Diamond è possibile affilare o elettroerodere utensili con un diametro massimo di 400 mm e una lunghezza massima, compresa la lavorazione frontale, di 270 mm. Disponibile, su richiesta, il caricamento automatico di massimo 500 utensili ricorrendo a un caricatore superiore integrato nell’area di lavoro.

Nuovi moduli per la pulizia e la marcatura laser
In fiera, Walter ha presentato anche i nuovi moduli per la pulizia e la marcatura laser di utensili per l’impiego nel caricatore robot delle macchine di misura Helicheck Plus e Helicheck Pro. Poiché la macchina viene caricata automaticamente dal caricatore robot e la pulizia o la marcatura laser viene effettuata al di fuori dell’area di lavoro, l’utente è in grado di risparmiare tempo prezioso. È previsto anche un modulo di pulizia utensili (un utensile pulito è essenziale per una valida misurazione dell’utensile). Prima della misura, l’utensile viene pulito in un bagno a ultrasuoni e viene disposto al di fuori dell’area di lavoro. L’asciugatura viene poi effettuata nel flusso d’aria e può essere regolata individualmente in base alla lunghezza dell’utensile. Una volta effettuata la pulizia e la misura dell’utensile, si passa alla marcatura che può essere eseguita grazie a un modulo di marcatura laser, anch’esso disposto al di fuori dell’area di lavoro, senza alcun effetto “burn-in”. In questo caso, la marcatura può essere effettuata sul gambo e/o sulla base dell’utensile con dati statici o dinamici.