Mini punte DVAS: piccoli diametri, ma grandi in precisione ed efficienza
di Sara Rota
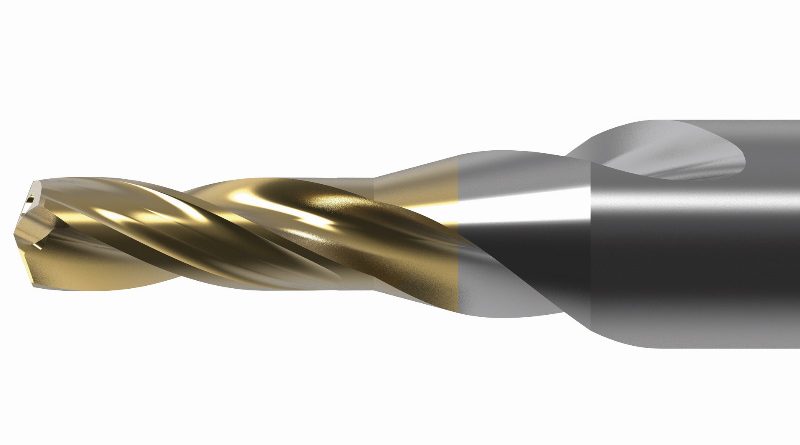
Rastremazione conica dei taglienti; grado DP1120 rivestito in PVD; tagliente dritto; fori per refrigerante a geometria avanzata; assottigliamento della punta XR. Grazie a queste cinque tecnologie, le mini punte DVAS di Mitsubishi Materials (la cui gamma di prodotti è commercializzata nel nostro Paese da MMC Italia) intendono dimostrare come realizzare fori piccoli di qualità sia possibile e senza scendere a compromessi.
Generalmente la classica foratura profonda, e nello specifico la realizzazione di fori con diametri ridotti, è un processo lento e non sempre affidabile. Per ovviare a tale inconveniente, Mitsubishi Materials (la cui gamma di prodotti è commercializzata nel nostro Paese da MMC Italia) ha arricchito la propria linea di utensili Tristar con una serie di punte mini espressamente progettata per forare piccoli diametri su un’ampia gamma di materiali: lega di alluminio, acciai, acciaio inox, ghisa duttile, titanio, leghe resistenti al calore e leghe di cobalto-cromo.
Stiamo parlando delle punte mini in metallo duro DVAS con le quali è possibile eseguire fori rettilinei e senza errori di posizionamento. Ma non solo: con la serie DVAS è possibile lavorare a velocità e avanzamenti più elevati rispetto alle classiche punte (sinonimo di cicli di foratura più rapidi) e assicurare una maggiore vita dell’utensile.
Le punte con attacco cilindrico DVAS sono disponibili a partire da un diametro di 1 mm fino a 2,9 mm con incrementi 0,1 mm. Disponibili anche in versione da corta a extra lunga partendo sempre da un diametro minimo di 1 mm fino a 2,9 mm e con una lunghezza L/D 7 – L/D 40, e con diametri 1, 1,5, 2,0 e 2,5 mm disponibili anche con L/D50 come standard.
Una rottura ottimale del truciolo
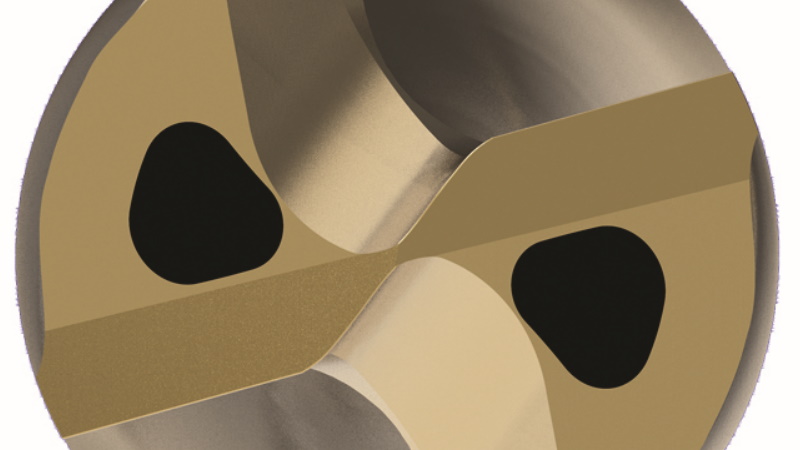
Le punte mini DVAS proposte da MMC Italia si contraddistinguono per il particolare design del tagliente, dove il tagliente diritto e l’assottigliamento del nocciolo sono collegati da una geometria curva liscia che migliora significativamente la resistenza alla scheggiatura. La geometria dell’angolo di spoglia e della superficie riducono invece l’usura dell’utensile e migliorano il processo di evacuazione dei trucioli.
Degno di nota è anche il nuovo assottigliamento al vertice della punta XR che riduce il carico di taglio e ottimizza il flusso dei trucioli. Con questo assottigliamento è possibile rompere i trucioli nella forma ottimale in modo da garantire un flusso ottimizzato e una resistenza al taglio molto inferiore. Lo spazio a forma di R che si viene a creare dall’assottigliamento del vertice aiuta infatti a formare trucioli compatti e ne favorisce il flusso.
Elevata rigidità e una buona evacuazione dei trucioli viene garantita dalla lunghezza di rastremazione ridotta. Anziché il tradizionale spallamento, per le sue punte mini DVAS Mitsubishi Materials ha scelto di adottare una forma differente, ovvero la rastremazione. Altro plus è rappresentato dall’area di scarico dei trucioli lungo la sezione rastremata del tagliente che aumenta la rigidità della punta del 20% rispetto alle classiche punte, mentre la maggiore resistenza garantisce un posizionamento preciso dei fori.

L’affilatura del tagliente dura di più
Tra gli elementi distintivi delle punte DVAS di Mitsubishi Materials segnaliamo il nuovo grado rivestito in PVD in metallo duro a micrograna DP1120. Si tratta di un rivestimento multistrato con una superficie particolarmente liscia che limita l’adesione dei trucioli e riduce i tipici casi di rottura che possono verificarsi quando si realizzano fori profondi con diametro ridotto. L’elevata resistenza all’usura da craterizzazione aiuta a mantenere l’affilatura del tagliente, così da ridurre la forza di taglio e, di conseguenza, aumentare la durata dell’utensile.
Per il passaggio del refrigerante, Mitsubishi Materials ha scelto di utilizzare la tecnologia Tri-Cooling che assicura oltre il doppio del volume di refrigerante rispetto a quello previsto per le punte di tipo tradizionale. Ciò aumenta in maniera sensibile l’evacuazione del truciolo e la dissipazione del calore, contribuendo al tempo stesso a prolungare la vita dell’utensile e migliorandone la stabilità (un maggiore flusso di lubrorefrigerante è sinonimo di un raffreddamento più efficace anche in applicazioni difficili o nel caso si utilizzi un fluido da taglio a base di olio).
Per testare le potenzialità e l’efficienza delle punte DVAS, Mitsubishi Materials ha effettuato lavorazioni di foratura su fantina mobile su acciaio 34CrMo4 utilizzando sia le punte a cannone sia le punte DVAS. Dal confronto è apparso subito evidente come con le punte DVAS l’efficienza registrata sia stata di dieci volte superiore rispetto a quella delle punte a cannone. Alle stesse condizioni di utilizzo, ovvero uguale diametro e lunghezza utensile, vc, f, ap e modalità di taglio (taglio a umido, olio intero, 15 Mpa), le punte a cannone hanno infatti registrato un tempo di lavoro di 107,8 s/foro contro i 10,8 s/foro impiegati dalle punte DVAS di Mitsubishi Materials.